

什么是双色注塑?产品设计中双色注塑工艺解析
在我们产品设计当中,有这样一种工艺我们在产品中随处可见,使用相当广泛,那就是双色注塑工艺。那么身为工艺设计师的你,知晓什么是双色注塑?双色注塑有什么样的工艺要求以及它的应用,你都有了解么?下面优概念工业设计就为大家分享什么是双色注塑以及产品设计中双色注塑工艺,带大家全面了解双色注塑工艺。
1. 概述/定义
双色注塑(Bi-color injection)顾名思义就是一个部件用两种塑胶注塑来实现。广义的双色注塑包括over molding,通过普通的注塑机,两次注塑来实现,狭义的双色注塑是指利用双色注塑机,将两种不同的塑料在同一机台注塑完成部件,常见的是旋转式的。
前者对设备要求不高,但是生产效率低下,基本只适用于要求不高度软、硬胶两种材料的成型,后者的适用范围和产品质量好,生产效率高,是目前的趋势。

1.1 要求
双色注塑的配对材料必须满足两个基本兼容条件,粘合相容和加工过程相容。
此外,还必须满足以下要求:
△ 射出单元,平行同向、平行对向、水平及垂直L型、Y型同向单缸射出结构;
△ 混合射嘴,花纹、波浪、流痕、渐层、夹层等特殊射嘴;
△ 夹模,标准型、垂直转盘式、水平转盘式、转轴式、机械手转动式等机构;
△ 加料,除标准油压马达驱动外,还有ESD(ElectricScrew Drive)电动加料结构;
△ 油路,有ACC蓄压高速射出及闭回路设计。
1.2 特性

图:双色注塑机
△ 性能强节能高:注塑机节能改造后,系统能够快速响应,注塑机能够根据自身的需要对供给进行快速的调整,能够有效提高注塑机电能的利用率,从而达到高效节能。
△ 稳定性好:系统为压力与流量双闭环控制,根据注塑机的需求决定注塑机的供给。系统在给定输入或外界干扰作用下,能在短暂的调节过程后到达新的平衡状态,或者回复到原有的平衡状态。
△ 快速响应性好:快速响应性是伺服系统动态品质的重要标志之一,由于生产过渡过程时间短,一般在200ms以内,为实现超调的要求,要求过渡过程的前沿陡,节能改造后上升率要大,注塑机达到1500转的时间不到0.03秒。
△ 精度高:改造后的精度是指输出量能跟随输入量的精确程度。伺服电机采用永磁技术,准确、迅速,伺服电机采用PLC技术,控制更精确,允许的偏差一般都在0.01~0.00lmm之间。
△ 节能:采用取坯系统,降低电力消费。
△ 提高效率同时降低成本:达到了高响应,高重复性,提高了速度稳定性;采用2种原料或2种颜色可同时成型,大大减少工艺及人力从而实现节约成本;参数设定,系统调节为非常简单的数码操作。
1.3 双色注塑种类
① 双色注塑机注塑
这种需二个前模一个后模,产品一次完成,中途不需要从啤机上御下,产品外观精细美观,第二次注塑的材料厚度一般为0.5-2MM,成本较高,一般用于比较小的产品。
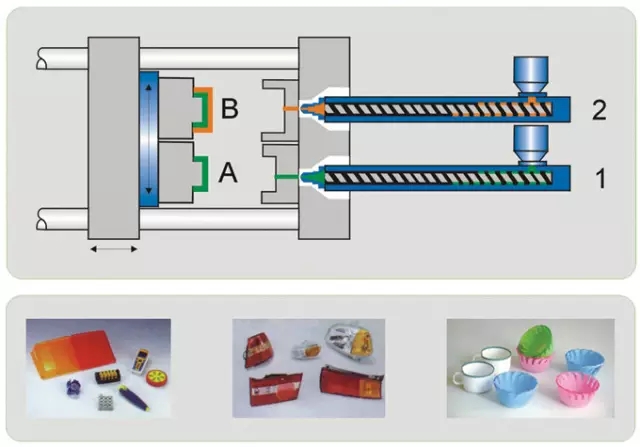
图:双色注塑示意图
② 普通注塑机注塑
这种需要二个前模二个后模,第一次啤完后要将半成品取下再放入第二付模中进行第二次注塑,产品外观不是很好。对注塑技术要求高,一般第二次的注塑材料可到3MM,做较大的产品。
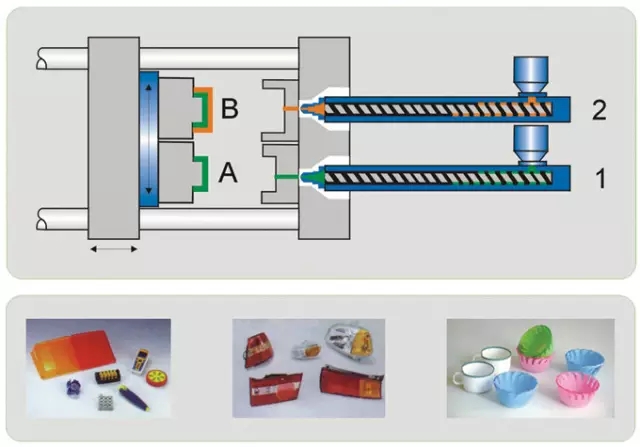
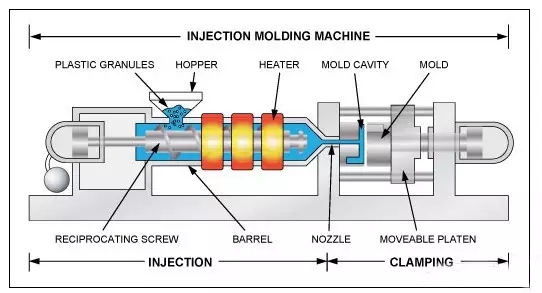
图:注塑机典型结构
1.4 双色注塑部件设计
按同一种材料设计即可,然后再拆件,在设计中需尽量避免尖锐的转角,以保证软与硬胶件接触优良,提升粘接效果。
1.5 双色注塑工艺要求
① 软硬胶双射设计
两种材料必须熔点存在一定的温度差,一般推荐时60度,建议至少30度以上,第一射材料的熔点温度高,一般第一射是PC或PC/ABS,第二射是TPU或TPE,PC厚0.6-0.7mm,软件0.4mm以上。
尽量加宽接触面积,做沟槽等增加粘合力,或第一射采用抽芯,第二射部分材料注塑到第一射里面,第一射模具表面尽量做粗糙。
② 透明的和非透明的双射设计
△ 小镜片的双射设计
第一射做非透明的,第二射做镜片,第一射尽量用pc 熔点高,第二射用PMMA
△ 装饰用的透明和非透明的双射设计
第一射为非透明材料,第二射为透明材料,非透明材料常用的是SABIC的PC 料温高,第二射透明材料PMMA或pc。pc需要喷涂uv来保护,PMMA可选择uv或强化,如表面有字符则必须选择UV
1.6双色注塑模具特点
△ 动模是一样的,注塑过程是旋转、需要交换的,所以必须是一模一样的。(有特例,成型时候型腔可以不一样)
△ 模具的第一射的流道注塑完成后,是不能留在模具上的,最好是热浇道,不然也是可以用机械手抓取的,最差的也是潜伏类浇口,可以自动脱落,否则会浇口在上面第二射没法阖上模具。
△ 产品两次射出,产品开模后,第一射必须留在动模侧,就一般情况而言,一般都是选择将两射的产品都是留在动模侧的,所以模具需要开闭器、拉杆等实现顺序开模,先拉开定模侧,在定模侧需要加顶出机构,
△ 两组冷却系统,因为双射注塑的要求两种材料不一样,原则上要求第一射的材料的温度比第二射高出60度,而且模具的模温不一样,故需配备两套冷却系统。
2. 双色注塑材料
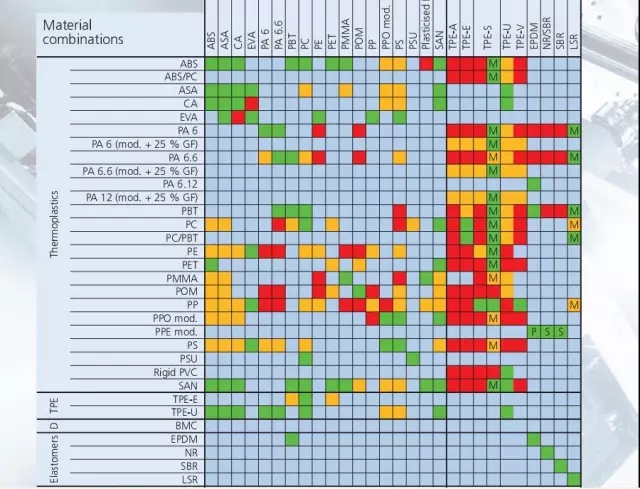
双色注塑材料结合性图解
3. 双色注塑案例
得益于双色注塑机产品具有多样化的设计优势,目前已被广泛运用在手机业、制笔业、汽车业、家电业、手工具业及日用品业等众多领域。


ugainian官方微信
扫一扫,订阅最新资讯














留言
评论(共0条评论)