

工艺缺陷处理,五金压铸件表面处理问题产生原因及解决方案
五金压铸件的表面处理有多种工艺,不少产品对于其表面处理都有一定的标准和要求,如果你有接触过此类工艺,那么肯定会碰到各种各样的工艺缺陷问题,即五金压铸件表面处理问题。下面优概念工业设计教大家常见的几种表面处理问题特点,背后产生的原因分析以及对症下药,为大家讲解具体的解决方案。
一、冷隔
缺陷现象:
温度较低的金属流互相对接但未熔合而出现的缝隙, 呈不规则的线形, 有穿透的和不穿透的两种, 在外力的作用下有发展的趋势。

产生原因:
金属液浇注温度过低或模具温度过低。
合金成分不符合标准, 流动性差。
金属液分股填充, 熔合不良。
浇口不合理, 流程太长。
填充速度低或排气不良。
压射比压偏低。
脱模剂用量过多。
分析判断与解决对策:
产品发黑, 伴有流痕, 适当提高烧注温度和模具温度。
改变合金成分, 提高流动性。
烫模件看铝液流向, 金属液碰撞产生冷隔出现一般为涡旋状, 伴有流痕, 改进浇注系统, 改善内浇口的填充方向, 另外可在铸件边缘设集渣包以改善填充条件。
伴有远端填压不实, 更改浇口位置和截面积, 改善排溢条件, 增大溢流量。
产品发暗, 经常伴有表面气泡, 提高压射速度。
铸件整体压不实, 提高比压(尽量不采用)。
二、擦伤&拉伤
缺陷现象:
顺着脱模方向, 由于金属粘附, 模具制造斜度太小而造成铸件表面的拉伤痕迹,严重时成为拉伤面甚至产生裂纹。

产生原因:
型芯, 型壁的铸造斜度太小或出现倒斜度。
型芯, 型壁有压痕。
合金粘附模具。
铸件顶出偏斜或型芯轴线偏斜。
型壁表面太粗糙。
涂料常喷涂不到。
铝合金中含铁量低于0.6%。
合金浇注温度高或模具温度太高。
浇注系统不正确,直接冲击型壁或型芯。
填充速度过快。
型腔表面未氮化。
分析判断与解决对策:
产品一般拉出亮痕, 不起毛。修正模具, 保证制造斜度。
产生拉毛甚至拉裂, 打光压痕。更换型芯或焊补型壁。
拉伤起毛。抛光模具。
单边大面积拉伤, 顶出时有异音。修正模具,调整或更换顶杆,使顶出力平衡。
拉伤为细条纹, 多条。打磨抛光表面。
模具表面过热,均匀粘铝。涂料用量薄而不匀,不能漏喷涂料。
型腔表面粘附铝合金。适当增加含铁量到0.6%-0.8%。
型腔表面粘附铝合金,尤其是内浇口附近。降低浇注温度和控制模具温度在工艺要求范围内。
型壁或型芯粘附铝严重。调整内浇口的位置与填充方向。
模具型腔内浇口处冲涮严重并伴有粘附合金。适当降低速度。
型腔表面经常粘附合金。必须进行模具表面氮化处理。
三、欠铸
缺陷现象:
金属液未充满型腔,铸件上出现填充不完整的部位。多出现在铸件末端或狭窄深腔处。

产生原因:
合金流动不良引起:
金属液含气量高,氧化严重,以致流动性下降。
合金浇注温度及模具温度过低。
内浇口速度过低。
蓄能器内氮气压力不足。
压室充满度低,比压低。
铸件壁太薄或厚薄悬殊等设计不当。
浇注系统不良引起:
浇口位置、导流方式、内浇口股数选择不当。
内浇口截面积太小。
排气条件不良引起:
排气不畅。
涂料过多,未被烘干燃尽。
模具温度过高,型腔内气体压力较高,不易排出。
分析判断与解决对策:
改善合金的流动性:
产品内部质量不好,表面气泡多。精炼合金液,尽可能排除气体及非金属夹杂物。
伴有冷隔、流痕。适当提高合金浇注温度和模具温度。
产品表面出现小凹坑,欠铸周围伴有冷隔。适当提高压射速度。
压力表有缓冲现象且显示数值不符合工艺要求,铸件伴有压不实现象。补充氮气,提高有效压力。
铸件表面有冷金属痕迹,同时存在压不实现象。调整压室直径,提高压射比压,采用定量浇注。
壁薄处欠铸周围存有明显的冷隔或压不实。河改进铸件结构,适当调整壁厚,另外可开设辅助浇口。
改进浇注系统:
欠铸前端伴有冷隔、融合不完整现象。根据填充模拟或实际烫模件选择浇口位置、导流方式几浇口股数。
经常伴有粘内浇口现象。增大内浇口截面积或提高压射速度。
改善排气条件。
产生欠铸处周围颜色黑,伴有杂质堆积及气泡等。增设溢流槽和排气道,深凹腔处可采用顶杆间隙或型芯间隙排气。
表面颜色不亮、流痕严重。涂料使用薄而均匀,吹干燃尽后合模。
经常伴有粘模多,拉伤严重,表面气泡。降低模具温度至工艺规定范围。
四、气孔
缺陷现象:
压室、浇道和型腔内的气体卷入制件内部形成的形状较为规则,表面较为光滑的孔洞。

产生原因:
模具温度太高,开模过早。
填充速度太高,金属流卷入气体过多。
涂料发气量大,用量过多,浇注前未燃尽,使挥发气体被包在铸件表层,另涂料含水量大。
型腔内气体没有排出,排气不顺。
合金熔炼温度过高。
铝合金液体除气不彻底,吸有较多气体,铸件凝固时析出留在铸件内
填充时产生紊流。
分析判断与解决对策:
测温枪测试模具表面温度,显示数值超过工艺规定范围。降低模具表面温度,增加保压时间。
铸件表面内浇口压入的金属流明显比其它部位亮很多。填充速度高产生原因一方面是设备本身的压射速度高,另一方面可能是内浇口太薄造成。降低压射速度,适当增加内浇口厚度。
判断内浇口薄的方法:是否有浇口易粘现象,降低二快速度看远端是否有严重压不实现象,不给压打件,看是否有多股铝液流。
喷涂时察看雾的颜色是否呈白色,合模前察看型腔是否还有气体残留。更换涂料或增大涂料与水的配比。
在烫模阶段,铸件表面有明显的漩涡和涂料堆积。判断及解决方法:调开档,人为产生涨模,如果解决,需开排气道。
铸件表面内浇口压入的金属流特别亮并伴有粘结。适当降低浇注温度。
取样块测密度,看是否符合要求。重新进行除气处理或在保温炉内进行再次精炼。
烫模阶段铸件表面明显有各流溶接不到一起的痕迹伴有涂料堆积。判断及解决方法:涂黑油生产,看痕迹是否有堆积,分析堆积部位,解决方法,a,开设或加大相应部位的集渣包,b,调整内浇口流向、位置或填充方向。
五、缩孔
缺陷现象:
压铸件在冷凝过程中,由于内部补偿不足所造成的形状不规则,表面较粗糙的孔洞。

产生原因:
合金液浇注温度过高。
制件结构壁厚不均匀,产生热结。
溢流槽容量不够,溢口太薄。
脱模剂用量过多。
模具的局部温度偏高。
内浇口较小。
浇注压力小,速度慢。
合金液成分不合理。
分析判断与解决对策:
铸件局部表面特亮。遵守合金熔炼规范,合金液过热时间不能太长,降低浇注温度。
壁厚处易出现凹陷,同时伴有冷隔、压不实现象。与客户技术工程师协商,在不影响使用功能的前提下,改进铸件结构,消除金属积聚部位,均匀壁厚,缓慢过渡。设备条件允许的情况下,采用二次挤压是有效的办法。
铸件表面存在压不实现象。适当提高比压。
溢流槽附近的铸件表面存有涂料和冷金属积聚的痕迹。加大溢流槽容量,增厚溢流口,合理选择溢流口位置。
铸件局部表面有叠层现象,内浇口断面有压不实和疏松现象。提高压室充满度,采用定量浇注,控制料饼的厚度。
铸件表面发黑,压不实,有冷隔。适当改善浇注系统,增大内浇口截面积,以利压力很好地传递。
模具测温枪检查模具局部区域。控制模具局部温度达到温度平衡,必要时增设点冷却。喷涂局部高温区时时间长些,达到冷却目的。
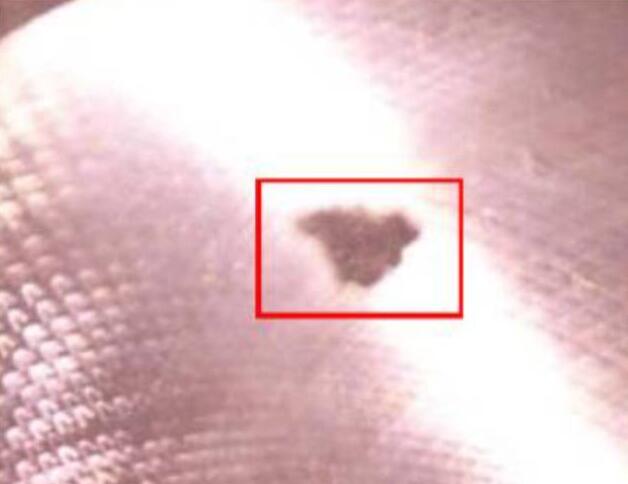
六、夹渣
缺陷现象:
铸件基体内存在有硬度高于金属基体的细小质点或块状物,使加工困难,刀具磨损严重,加工后铸件上常常显示出不同亮度的硬质点。
产生原因:
合金中混入或析出比基体金属硬的金属或非金属物质,如AL2O3及游离硅等
由铝、铁、锰、硅组成的复杂化合物,主要上由MnAL3在熔池较冷处形成,然后以MnAL3为核心使Fe析出,又有硅等参加反应形成化合物,游离硅混入物。
合金液与耐火砖、涂料产生反应的生成物。
金属料不纯,含有其它异物。合金料粘附油污,工具不清洁。
金属硬质点,混入未溶解的硅元素原料,混入促进初生硅结晶生长的原料,混入生成金属间化合物结晶的物质。
偏析性硬质点。由于急冷组织致密化,使容易偏析的成分析出成为硬质点。
合金液在保温炉内放置时间太长。
保温炉下部的合金液长时间没有清除,产生积淀。
分析判断与解决对策:
分析判断:该缺陷由于在铸件内部,肉眼无法观察。另外X-光探伤无法识别,只能通过加工能辨别出是何种性质的硬质点。
熔炼时要减少不必要的搅动和过热,保持合金液的纯净,铝合金液长期在炉内保温时,应周期性精炼去气,浇铸时不要把合金液表面的氧化物舀入勺内,熔化工具上的氧化物必须清除,熔化工具上的涂料不能与铝产生反应。
铝合金中含有钛、锰、铁等组元时,应勿使偏析并保持洁净,用干燥的精炼剂精炼,但在铝合金含有镁时,要注意补偿。
铝合金中含铜、铁量多时,应使含硅量降低到10.5%以下,适当提高浇注温度以避免使硅析出。
使用不和铝反应的耐火砖、涂料,定期更换炉衬。
严加管理炉料,不允许混有异物或异种材料,回炉料不允许粘有油污、砂及尘土等。工具上的铁锈及氧化物及时清除。
调整合金成分,不能直接加硅元素,要用中间合金。熔炼温度要高,时间要长,使硅充分溶解。加料时防止合金锭使熔融合金凝固。尽可能减少促进初生硅易于生长的成分。减少温度波动范围,不要使合金的温度过高或过低。控制产生金属化合物的材料的含量,如有要在高温下熔炼。控制温度波动范围,使合金处于熔融状态。
当合金浇入压室后,应立即压射填充。尽可能不含有Ca、Mg、Na等易引起急冷效应的合金成分,Ca应控制在0.05%以下。
长时间放置在保温炉内的合金液必须掏出重新熔炼,尽可能做到随用随和料。
按工艺规定及时掏出保温炉下部的合金液,重新加入新的合金液。
七、脆性
缺陷现象:
铸件基本金属晶粒过于粗大或细小,使铸件易断裂或碰碎。

产生原因:
合金液过热过大或保温时间过长。
激烈过冷,结晶过细。
铝合金中杂质锌、铁等含量太多。
铝合金中含铜量超出规定范围。
熔化工具涂料层脱落。
分析判断与解决对策:
熔化炉和温控炉温控系统监控。合金不宜过热,避免长时间保温。
依据模具型腔温度场模拟分析,找出温度变化差别大的区域,增设点冷却或点加热,提高模具温度,降低浇注温度。
通过光谱分析检查合金化学成分。严格控制合金中锌、铁的含量。
通过光谱分析检查合金化学成分。严格控制合金中铜的含量。
保持熔化工具涂料层完整良好。
八、渗漏&漏压
缺陷现象:
压铸件经试验产生漏水、漏气或渗水。干式压力试验机红灯亮

产生原因:
增压压力不足。
浇注系统设计不好。
(1)距渗漏区较远,内部质量差;
(2)金属流融合不好,产生冷隔;
(3)内浇口截面积小,增压传递不到位,远端形成气孔或缩松等。
合金选择不当,流动性差、不适合压铸生产。
排气不良,局部产生气孔、缩松和冷隔等缺陷。
铸件设计不合理,壁厚不均匀或过厚,存在热结,产生气孔、缩松缩裂等严重影响气密性的缺陷。
加工量大,破坏表面氧化致密层或使壁厚变薄,尤其双面加工部位
合金熔炼温度过高,保温时间长,压铸时壁厚处易产生缩松和缩裂
涂料发气量大,易产生气孔。
压力检验设备故障。
密封面有损伤或不符合粗糙度要求。如加工面有划伤、压痕等。非加工密封槽因龟裂引起粗糙度差等。
铸件变形引起密封面翘曲。
分析判断与解决对策:
件远端或壁厚处压不实。提高比压。
可根据模拟填充或实际样件调试分析判断。合理改进浇注系统。
选用良好合金。
在烫模阶段分析铸件局部是否存在卷气、合金流融合不好。合理增设集渣包和排气道。
采用X-光探伤找出热结处。如该热结确实是渗漏点,则可与客户工程师协商更改该处结构,减小壁厚。另外还可以采用二次挤压的工艺解决热解处的渗漏。
尽量避免加工或采用尽可能小的加工余量。
X-光探伤检查铸件内部质量。适当降低熔炼温度。
X-光探伤检查铸件内部质量。用发气量小的涂料。
铸件进行浸渍处理。
利用合格铸件鉴定压力试验设备。维修检验设备。
通过打压试验即可发现。加强过程保护,及时维修模具。
平面度检查可发现。控制生产过程,保压时间必须足够。防止工序运转过程中挤,压,摔等。
九、针孔现象A
缺陷现象:
压铸件内部存在细小孔洞,很多情况下是成片出现,X-光探伤不容易被发现,只有在加工表面上可以看见。

产生原因:
炉料不干净,带含有气体的杂质,尤其是返回料的使用。
熔炼温度过高,致使合金液吸气。
精炼、除气后的合金液保持时间过长。
散流充型时空气或润滑剂的气体产物进入金属。
金属熔化过程中气体的析出。
模具型腔排气效果差。
模具温度过高,合金液充型后冷凝速度慢。
合金流填充的状态不合理,形成紊流,使气体进入合金。
分析判断与解决对策:
使用干净清洁的炉料。对于返回料和废品件,必须分级使用,不合格的料要经过处理后才能使用。
察看熔化炉温度控制显示表;必须使熔化温度控制工艺要求范围内。
处理好的合金液尽可能及时使用,不能在熔化炉或保温炉内放置时间过长,长时间存放的合金液必须经过重新处理后方可使用。
在散流充型时尽量增大金属流速度。减小压室直径、减小内浇口截面积或增大压射速度。
通过密度检测仪分析金属液中的含气量。熔化炉中合理精炼,出炉后除气彻底。
增大排气槽的截面积,铸件周围合理设置溢流槽。
合理设计模具冷却系统,通过整体模具的冷却增加合金液的凝固速度。
合理设计内浇口的位置、方向和截面积,保证金属流连续填充并达到顺序凝固。
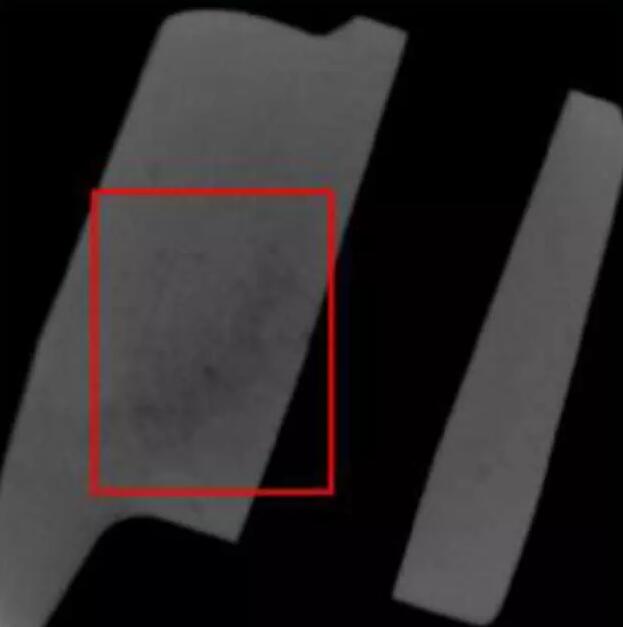
十、针孔现象B
缺陷现象:
铸件表面上呈现松散不紧实的宏观组织。内部存在材质不致密区域,同时伴有缩
孔。X-光探伤时可以被发现但有些模糊。
产生原因:
合金收缩大,多出现在厚大部位,即合金体积收缩过大。
铸件上存在剧烈过渡,如由薄壁处直接过渡到厚大深腔处,且过渡圆角较小。
增压压力不够。
压铸机增压建立晚,持压时间短或持不住压。
模具型腔温度过高。
合金液浇注量少,即料饼太薄,增压无法传导。
涂料喷涂过多。
合金浇注温度低
分析判断与解决对策:
可能的情况下更换合金牌号。铸件尽可能减少厚大部位。
调整铸件结构,剧烈变化处必须圆滑过渡。
铸件表面即可发现压不实现象。提高增压压力。
检修压铸机,保证增压。
利用测温枪检测模具型腔各部位的温度。整体模具平衡设置点冷却和线冷却。局部高温区多喷涂,进行强制冷却。
采用定量浇注。料饼必须控制在工艺规定范围。
涂料喷涂均匀而薄。
适当提高合金浇筑温度。
十一、涨模
缺陷现象:
压射过程完成后模具打开时,在分型面(非型腔部位)产生一定厚度的飞边,直接影响铸件的尺寸。有时飞边处于液态情况下在压射过程直接由分型面或滑动拼
接处溅出。

产生原因:
合模前,模具分型面不干净,粘有残铝或其它粘附物。
动,定模在调整合模时不严密,间隙较大。
压铸机锁模力不够。
压铸模具动、静把模面不平行。
压铸机4根锁模大杠应力不均。
压射压力很大,严重超出工艺要求范围。
滑动拼接镶块间隙变大。
侧抽滑块闭锁失效,使滑块产生后退。
压铸机安装模具型板不平行,可能是型板本身问题,也可能是大杠与导套的间隙过大。
压射比压变大,可能更换直径小的料杯或压射夜里突然增大。
分析判断与解决对策:
查看模具分型面,涨模状态不是四个方向。清除分型面任何粘附物,保证合模前分型面干净。
查看合模时曲拐的状态,涨模状态是四个方向较均匀。在分型面清理干净的情况下,向前调整合模。
通过理论计算加上一定的保险系数,可以发现压铸设备锁模力是否合适,涨模状态基本是四方均匀。更换吨位大的压铸设备。在保证产品质量的前提下,减少浇排系统的面积。
在保证模具分型面清洁、干净的情况下,着色配研模具(在压铸机上进行),通常情况下是分型面的局部着不上色或着色较轻。卸下模具利用平台和高度尺检查动、静把模面的平行度。如平行度不合格,维修模具。
在第4条检查工作的情况下,如果模具检查平行度合格,则考虑调整压铸机大杠的应力情况。
查看设备压射压力表,涨模状态基本是四方均匀。降低压射压力。
滑动拼接配合处清理干净的情况下,用塞尺检查其间隙。更换或维修镶块。
在侧抽配合处清理干净的情况下,着色研配。维修或更换闭锁快。
首先确认模具动、静把模平面平行,其次确认4根大杠应力平均,压铸时可能从一侧或一角跑铝,产生涨模。维修设备。
涨模的状态是四方均匀出现较大飞边。更换会原料杯、采用大吨位压铸机。保持压射压力稳定。
十二、化学成分不符合要求
缺陷现象:
经光电光谱和金相显微镜分析,铸件合金元素不符要求或杂质太多。

产生原因:
合金锭或原料入厂就存在成分不合格或不准确。
合金锭或原料金相分析杂质多。
回炉料没经过处理和分析及即投入使用,加入的比例太多。
试样的抽取或处理方法不对。
熔炼工艺不当,如温度过高,烧损严重,致使某种合金元素的含量发生变化。
合金保温时间太长或保温炉下半部合金液没有按要求清炉,造成沉积使铸件产生夹杂。另外也可造成某种合金成分含量产生变化。
熔炼工具没有刷涂料或涂料剥落。
分析判断与解决对策:
合金锭及原料入厂前光谱检查。返回供货厂家;
合金锭及原料入厂前金相检查。返回供货厂家;
X-光探伤或断口分析。严格遵守回炉料的使用管理规定;
严格执行试样的选取操作方法,正确抛光待检面。必要时再次取样进行复检。在生产中要定期对铸件进行工艺性试验;
及时进行光电光谱分析和金相检查。严格控制合金熔炼温度和浇注温度,尽量消除合金形成氧化物的各种因素;
按工艺要求及时掏炉和清炉;
严格执行熔化工具使用操作规程。
十三、机械性能不符合要求
缺陷现象:
铸件合金的强度、硬度、延伸率等不符合标准。主要体现在加工和装配使用

产生原因:
合金化学成分不符标准。
硬度低:Si、Cu、Ni和Zn含量低。
强度低:Si、Ni、Mn和Cr含量低。
韧性差:Si、Mg、Zn等含量高。
切削性能差:Si、Cu、Ca含量低。
铸件内部有气孔、缩孔、夹渣和疏松等铸造缺陷。
对试样处理方法不对等。
铸件结构不合理,限制了铸件达到标准。
熔炼工艺不当,产生氧化物和其它化合物。
分析判断与解决对策:
配料熔化要严格控制化学成分,使其在标准要求范围内,最好靠近中值。
严格遵守熔炼、压铸工艺,避免和减少内部缺陷。
按要求做试样,在生产中要定期对铸件进行工艺性试验。
改善铸件结构,尽可能避免内部应力集中,保证圆滑过渡。
严格控制合金熔炼温度和浇注温度,尽量消除合金形成氧化物的各种因素。

ugainian官方微信
扫一扫,订阅最新资讯














留言
评论(共0条评论)