

产品工程2D图公差怎么标?公差标注技巧详解
现今国内产品工程2D图使用过渡到3D图,越来越多的设计师都在使用3D图,不过2D图你也是需要学习的,尤其是在国外都是非常重视工程2D图纸,这是因为它有着不可比拟的图示作用,产品量产签样以及后续生产尺寸管控,都是由2D公差来决定的。那么你知道公差是怎么计算的,以及如何标注产品工程2D图公差呢?下面优概念工业设计就为大家一一讲解。
产品工程2D图,对于国内大部分产品公司来说,都没有将它作为重点工作环节对待。由于产品T0出来后,首先进行实配,如果在实配上没有太大的结构问题,基本上不会重点管控产品外形尺寸是否符合设计标准。但是对于外资企业来说,特别是日企与德企,对工程2D图纸是非常非常重视的,能否将产品还原于设计,全全取决于2D公差的要求与制造控制。而且产品量产签样以及后续生产尺寸管控,都是由2D公差来决定的。
这里肯定有人会问:“出2D图基本上没什么大用,因为就算我签样了,要是产品有问题,还是要模具厂商负责修改调整的,只需他们把产品配合好就行了,没有人会管的那么死。”其实对于做好一件产品,在开模前期检讨的时候,就需要将公差要求一起讨论完毕,否则,在模具设计的时候,模具厂商对待的是你产品上的某一单个零件,并不清楚哪里是重点管控尺寸,哪里是重点配合面。所以,就需要一份完美的工程2D图纸,用作模具设计参考,以及后续生产管控。
那么,当工程2D图纸初版完成后,就要进行公差标注,接下来我们一点一点的来计算,公差是怎么计算的,是随心情标,还是随领导要求标?
以下开始正文:(所以尺寸单位为:mm)
一、外形尺寸公差标注计算方式
比如一部手表大小的产品长38.56*宽33.27*12.2的厚度,长宽尺寸公差如何计算。
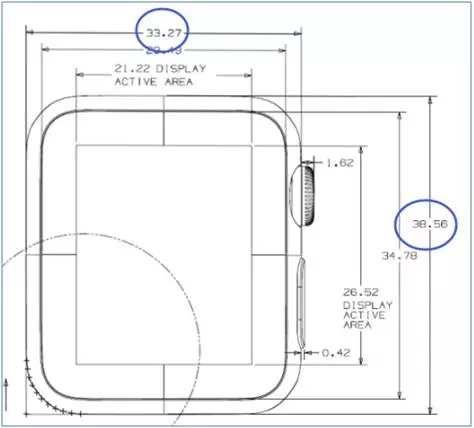
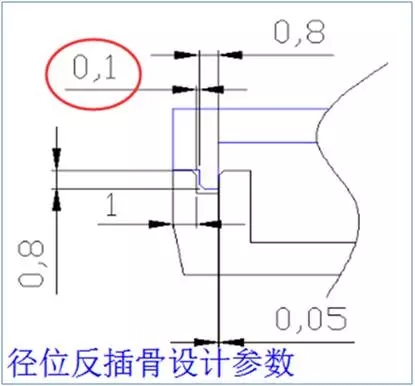
首先要确认前后壳配合止口的间隙,常规设计在单边0.1-0.15左右。见下图所示
那么以长度尺寸标注正负公差计算33.27±0.1。当产品走上限,得到产品的尺寸为33.37,这个是在公差范围内,所以产品注塑尺寸合格。当产品走下限0.1,得到产品尺寸为33.17,这样产品注塑尺寸也合格。凡是上下限超过0.1,则为不合格。
再来看,这样标注是否符合设计要求
当面壳走上限,底壳走下限,是否还能装配的进去?
面壳走上限尺寸为33.37,底壳走下限尺寸为33.17。然后将上限尺寸减掉下限尺寸等于多少?
33.37-33.17=0.2
而在设计的时候止口位置正好给予了单边0.1mm的间隙,2侧相加刚好也是0.2mm,加上有拔模斜度,正好装配进去,属于0配合。
那么33.27±0.1这个公差标注正确,在设计合理范围内。
如果标注为33.27±0.05,是否也正确?
通过计算,也是在设计配合尺寸范围内,属于正确的。
但是0.05的制造公差,一般的模具厂商是无法达到的,所以,常规公差在正负0.1到0.3左右。
问:我止口设计的是0.1的间隙,但是我还设计了反止口啊,反止口的间隙只留了0.05,这样计算公差,应该是装配部进去的啊。但是我实配还能够完美装配进去。
答:按照公差计算得出的结果,确实是无法装配,但是为什么还能完美装配进去,这就是塑胶材料才有的特性:形变,让其完美装配进去。
设计反止口的作用就是,拉回形变的塑胶,管控在配合合理范围内,防止断差。
问:为什么我设计的产品注射成型出来后,尺寸超过公差0.2以上,还是能完美的装配进去呢?
答:依旧是塑胶产品形变让其装配进去的,但是产品超出公差0.2以上,基本上会有短差的,要不产品就翘曲,不平整。所以还是要要求模具厂商将尺寸控制在公差范围内,超出可以拒绝接收。
问:如果我设计的是2件金属产品,没有形变空间,那我的公差怎么标注呢?
答:没有形变空间,那么在设计的时候就要计算好,比如你的厂商在制造上公差一般都要给到正负0.2,那么你在设计的时候,间隙就要留到0.2。否则你产品出来,一个走上限,一个下限,是无法装配进去的。
结论:公差标注要根据结构设计止口配合部位间隙大小计算去标注,超过则为公差标注错误,会造成产品装配后外观不良,影响产品外观质量。
二、定位孔与定位尺寸公差标注计算方式
以螺丝孔为列,距离越长,公差越大。
比如在50的距离范围内,则标注正负公差为50±0.05。超过50-150则标注正负公差为50±0.07-0.15范围内。而且公差计算也是需要计算面底壳配合间隙的。如果面底壳螺丝孔偏位0.2还能够装配进去,则可以把公差范围放大。
目前国内大部分模具厂商的制造精度并没有国外的高,所以,能放快则尽量放快,限制太死,会造成产品量产进度延误。
问:为何公差给这么小,能做到吗?
答:可以,模具加工孔与孔的尺寸是最容易加工定位准确的,因为为规则面,只有非规则面才会误差大
问:哪些是规则面,哪些是非规则面?
答:几何体为规则面,比如圆体,方体,在机台操作上,能通过简单一条线控制长短的,都为规则面。除此以外都为非规则面。
目前国内的CNC机台在加工规则面形体的公差可以控制在0.01-0.02范围内。
结论:定位尺寸与规则面特征尺寸,可以将公差控制的范围缩小,因为在制造加工的时候都是以规则面做定位基准的最多,这样最能保证产品的尺寸在可控范围内。
三、公差表选择计算方式
当一件产品需要管控的尺寸都标注完毕后,还会有许多特征没有标注尺寸,该怎么管控它的制造公差范围。
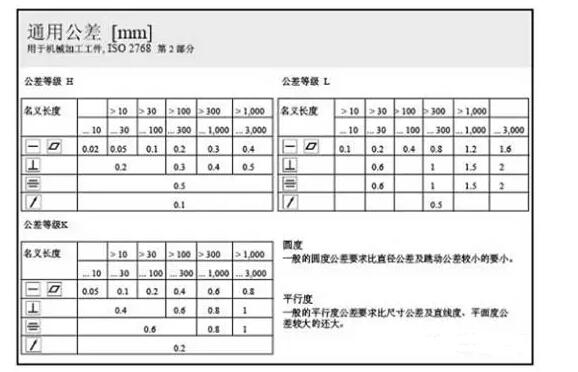
这个就需要一个公差表来管控
而公差表都是根据国标来选择的。
如下图所示:

比如你选择等级为1级,长度在3-10范围内,那么所制造的公差在正负0.05。选择2级则为正负0.07。
主要是看你所生产的是什么产品,要求等,模具厂商就可以根据你的要求选择什么样的加工方式,也就会产生什么样的费用。
如下图所示:
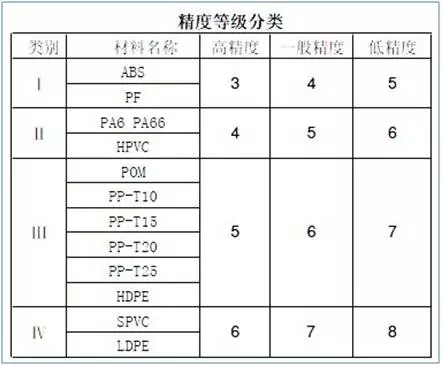
ABS材料高精度等级最高才3级,你选择1级的话,就需要跟厂商协商了。
总结:产品的精度要求与模具厂商选择的加工方式与成本挂钩,所以要清楚所设计的产品成本控制范围与外观要求等级。
四、除了尺寸公差以外,还有那些公差?
还有形位公差,比如平整度,垂直度等。
见下图所示:
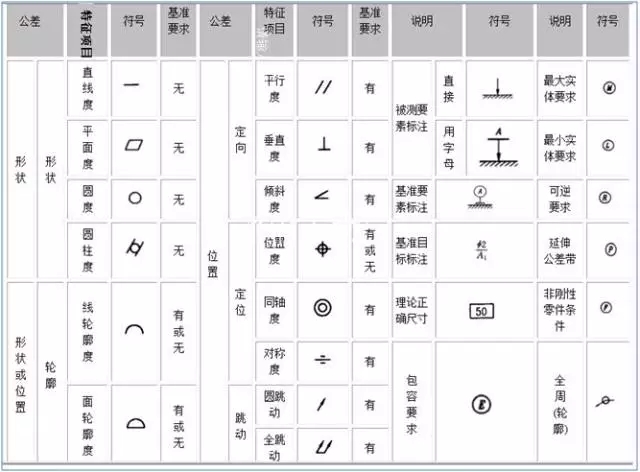
这些都是看你对产品有没这些要求,有要求则需要标注上去,方便控制产品生产控制。
总结:
1,标注公差时需要根据供应商的制造精度实力去定义,比如你标个正负0.02,而你的制造商的机台加工精度超过了0.02,这样标注就失去了意义,而你一定要追求这个精度的话,那么只有更换能够实现你要求的厂商。
2,标注有装配配合的尺寸公差,需要计算叠加公差,线性公差,防止装配后造成装不进去或缝隙大,不满足设计要求。
3,标注完工程2D图纸,尽量在模具设计阶段就提供给到厂商,方便用作模具设计参考,以及后续生产管控。

ugainian官方微信
扫一扫,订阅最新资讯














留言
评论(共0条评论)