

手机设计工艺干货,陶瓷手机中框加工工艺流程解析
相信不少小伙伴对于手机设计感兴趣,不仅仅是手机外观造型,还有背后无数的相关手机设计工艺。我们都知道一款手机的量产不仅仅需要设计师创意的发挥,还有无数技术以及工艺的支撑,尤其是最新工艺技术的发展,对于手机的量产实现发挥着巨大的促进作用。陶瓷手机现今已经越来越多了,现在的小米MIX手机就是陶瓷手机设计的典型代表,下面我们就为大家介绍陶瓷手机中框加工工艺流程,
一、框体粗胚成型
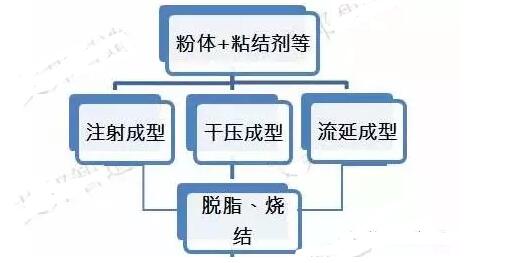
图 粗胚的制作流程
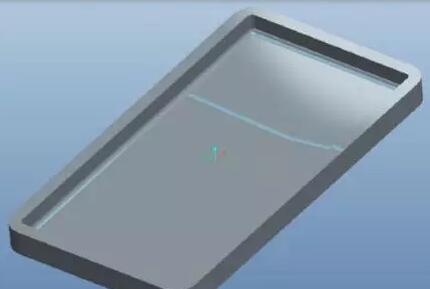
图 烧结成型后的框体粗胚
如采用干压成型,干压/烧结工序中主要不良现象表现为烧结后框体翘曲变形及框体裂纹等。
二、CNC/激光加工
陶瓷框胚的CNC/激光加工,主要是去除内腔边和底部残料,对框体进行修整。
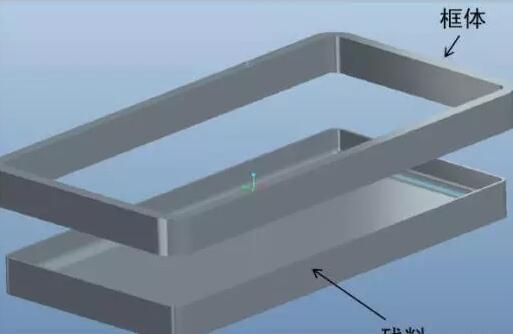
图 陶瓷粗胚CNC/激光精加工示意图
三、框体厚度粗磨
CNC/激光精加工后,需要对框体厚度进行加工。可使用研磨设备分别对框体两面进行磨平加工到标准厚度,此工序良率较高,主要不良为厚度尺寸不良。
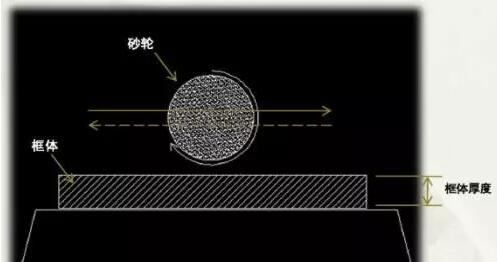
图 框体厚度粗磨示意图
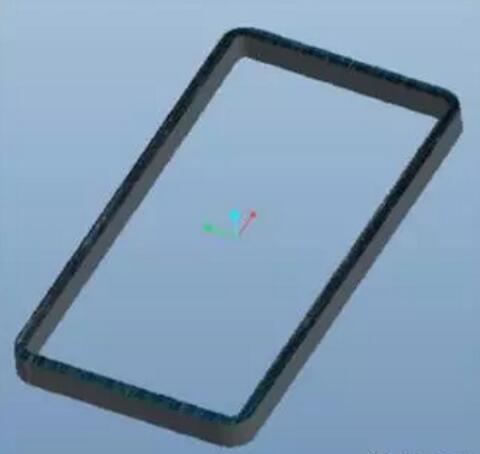
图 粗磨后陶瓷手机中框
四、内框台阶加工
完成框体厚度粗磨后,需要对中框内控进行台阶加工。使用定位销粗让中框定位在夹具上,气缸加紧后使用探头工具进行程序自动探边分中和旋转纠正。

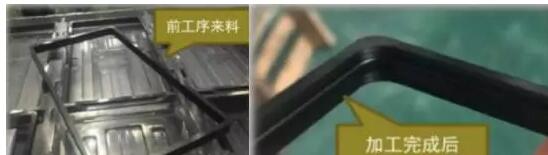
图 加工前后对比
五、外形加工
依靠前工序内腔加工的定位台阶进行夹具定位和固定进行外形加工,工序良率较高,主要不良为外形砂轮线不良。
对外形轮廓加工后,需再对外形进行抛光加工。

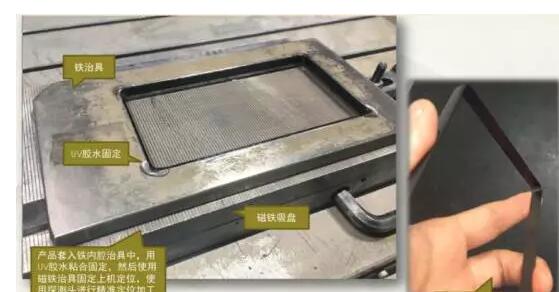
六、内形加工
与外形加工不同的是,内形加工时,产品套入铁内腔治具中,使用UV胶水粘合固定,然后使用磁铁治具固定上机定位,使用探测头进行精准定位加工。
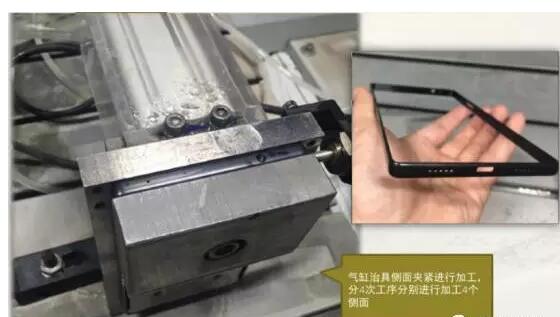
七、CNC/激光打孔及孔位加工
内外形状加工完后,需对中框侧面打孔,再使用CNC对孔位进行加工。CNC加工时,气缸治具侧面加紧进行加工,分四次工序分别进行4个侧面的加工。
八、抛光精磨
全部加工完后,再对中框进行精磨,使得手感更加细腻,产品更加精致。

九、清洗
后段加工完成后,需要对制件进行清洗。
十、检测
陶瓷中框的检测与3D玻璃类似,但多了一项微裂纹检测,其它包括轮廓度、整体翘曲度、截面翘曲度、整个中框的厚度等。
十一、镭射/PVD
镭雕是利用高能量密度的激光对工件进行局部照射,使表层材料汽化或发生颜色变化的化学反应,从而留下永久性标记的一种打标方法。是目前陶瓷外壳表面处理的一种常用方法。
PVD溅射是用带电粒子轰击局部包裹的靶材,而产生logo图像的技术。

十二、AF处理
利用蒸镀方式,在陶瓷表面镀上一层涂层,该涂层使陶瓷表面不易产生指纹,耐磨性佳。

十三、全检
全部加工工序完成后,需要对制品进行全检。
十四、包装出货
将全部加工工序完成后检验合格的陶瓷中框进行包装。

ugainian官方微信
扫一扫,订阅最新资讯














留言
评论(共0条评论)