

设计工艺知识,铝合金纳米一体成型工艺与结构技巧解析
作为结构设计师,产品结构设计工艺技术知识不可不学习,所谓活到老,学到老,对于设计师而言,不学习的话,是很难在行业内立足。对于某些热门行业,技术依赖型品类,比如手机行业,技术一旦没到位,更上趋势,那么设计就很难打开局面。下面优概念工业设计为大家科普设计工艺知识,为大家带来铝合金纳米一体成型工艺与结构技巧解析。
一、什么是纳米成型
纳米成型行业术语叫NMT(Nano Molding Technology),是金属与塑料以纳米技术结合的工法。先将金属表面经过纳米化处理后,塑料直接射出成型在金属表面,让金属与塑料结合成一体,让产品外观不但兼顾金属质感,还能确保整体结构强度,产品细节更加完美。对比之前常用的模内注塑五金+塑胶,要稳定可靠很多,不会出现分离与收缩比例不同所造成产品外观缺陷。
纳米成型早起属于行业内应用,日本大成注塑在2004年时就获得了NMT专利技术,该技术具有简化制程工序、缩短工时及提升机械性能等优点,降低生产成本并且高结合强度,及大幅降低相关耗材的使用率。
NMT目前可以应用于铝,镁,不锈钢,钛等金属与硬质树脂一体化成型,并且进一步发展出了金属间结合技术,期望在金属与树脂的复合制品内有新的用途。
二、铝合金与塑胶纳米成型工序
具体有以下工序
铝合金原板材成型→CNC粗铣→T处理或者其他处理→塑胶纳米成型注塑→CNC精铣→表面预处理→阳极氧化→结构细节后处理
1,铝合金板材成型
此处目前有3种做法选择
A,铝合金板材选用设计所需厚度直接CNC粗铣加工
B,铝合金压铸成型,成型成所需的外形以及内部结构
C,铝合金采用2-3mm厚度的板材进行锻压或冲压成产品外形设计轮廓,再进行CNC铣切加工
2,CNC粗铣
如果选择的是铝合金板材,那么就需要做CNC粗铣加工,将大部分不需要的铣掉,得到产品整体外形轮廓以及大体壳体,好比我们画结构图抽壳,只有大体,还没有结构细节。如果选择是锻压或冲压,那就直接冲成大体壳体
以下为铝合金板材进行粗铣加工示意图

3,T处理或者其他化学处理
处理方式有:MCI,NMT,A处理,E处理,M处理,T处理
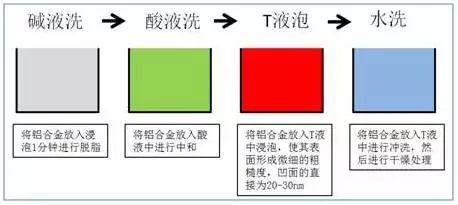
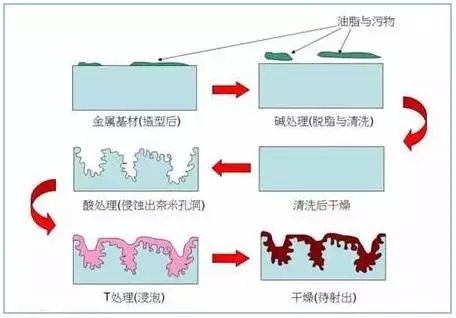
这里主要介绍T处理流程,以下为流程图
以下为T处理后产品细节示意图
T处理后的产品效果放大图如下
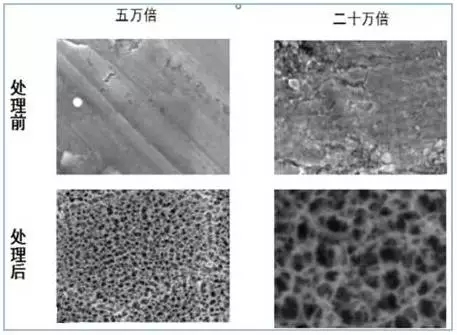
T处理药水的活动过程是由酸液除去金属氧化层,并使其活化, 然后对表面吃出珊瑚礁结构较大的纳米孔洞.利用T液的弱酸性再吃出比较小的孔洞, 构成类似珊瑚礁的3D结构. 注意, 金属所有浸泡面都有纳米孔洞的发生, 此层厚度都属纳米等级(20~500nm)
4,塑胶纳米成型注塑
这个成型方式跟我们做塑胶模内注塑方式一样,将金属件放置与模具内部,再进行成型。但是纳米成型所选择的材料一般采用的是PBT、PPS、PA 和PPA一种纳米晶体材料。目前常用的是PBT,具有一定的价格优势。
需要注意的是,选择白色材料在经过长时间的氧化腐蚀之后,表面会发黄,1年左右时间会非常明显,所以在设计的时候需要考虑清楚。
以下为完成产品图
5,CNC精铣
先将表面做更加精密的打磨,采用精铣CNC机器进行精铣,将表面的粗铣刀纹或者外观不允许的瑕疵进行打磨处理。

然后再进行结构设计细节特征CNC精铣。比如掏胶部分,卡勾部分等

6,表面预处理
表面采用喷砂或者拉丝,或者其他处理。主要根据工艺设计要求去处理。
下图为高光机进行C角高光处理
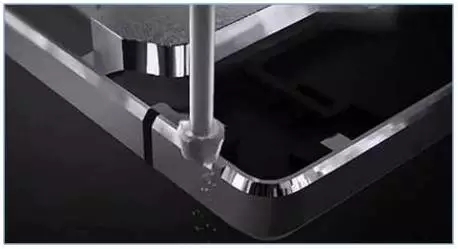
7,阳极氧化处理
将产品进行阳极氧化表面处理。想详细了解阳极氧化的可以去公众号里搜材料相关《铝的认识二》里面有详细的工艺说明。

8,结构细节后处理
将需要导电接地的地方进行激光镭雕,或者需要做天线的部分进行LDS处理


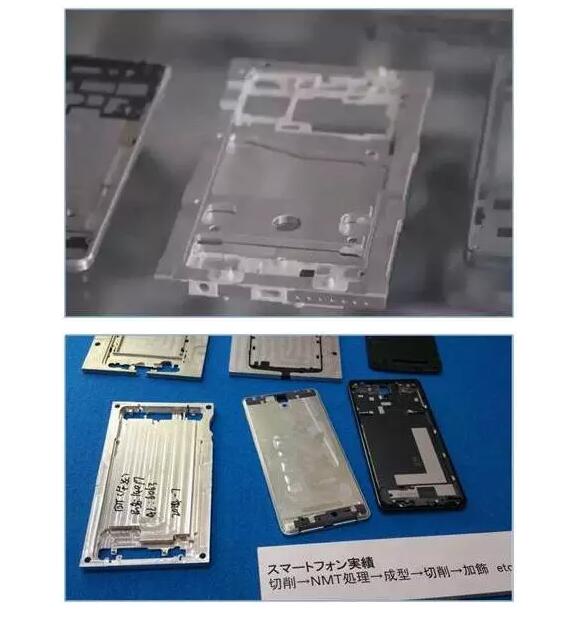
三、铝合金手机后壳纳米成型高清图分享

1,根据上图可以看出,有很多凹坑,而且还能看到铣切刀纹,这个都是后续做结构特征CNC粗细留下的。
2,根据厚薄规测量铝合金中间部分大面积厚度0.8mm,边侧厚度0.8mm。所以在设计的时候还是需要考虑强度,太薄应该还是有量产性风险。
3,根据上图可以看出铝合金壳子属于三段式设计的,那么它需要先进行整体粗铣以后再做分割,再T处理,再做纳米成型做成一体,并不是用3段单独制作再拼接的。

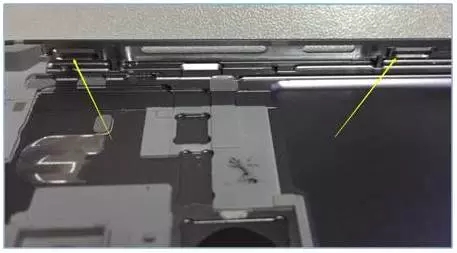
根据上图箭头所示,两侧有做一部分很厚的塑胶,这个是做加强用的,虽然材料比较硬,但是材料毕竟还是塑胶,所以还是需要设计一段很强的料厚来连接,确保连接处的强度。

根据上图所示,可以看出摄像头部分是经过了高光C角处理,而且摄像头镜片粘贴部分为塑胶材料,这样设计是为了能够更好的贴合好镜片。
根据上图所示,可以看到箭头位置的卡勾母扣,也是做的CNC铣切出来的,需要注意的是母扣卡勾2侧经过CNC后是圆弧的,并不是直角的。

再补一张高清图。

上图为出音孔高光C角处理。

根据上图所示此处有3.0mm厚度,外观面没有出现缩水痕迹。
总结:
1,纳米成型在设计塑胶厚度部分可以根据结构强度适当加厚,纳米塑胶没那么容易缩水。
2,在设计卡勾与掏胶开凹槽的时候需要导R角,R角的直径直接关系到CNC铣切时所用刀具的直径,这个也就关系到CNC铣切的时间,刀具越粗铣切越快。(外观特殊精铣除外)
3,在设计筋位的时候可以根据普通塑胶的结构方式去设计,这样可以减少材料的用量,毕竟这个比普通塑胶贵很多很多。

ugainian官方微信
扫一扫,订阅最新资讯














留言
评论(共0条评论)