

3D打印介绍及四种快速成型技术在CMF设计中的运用
作为产品设计师,工艺是必须要去了解的内容,最新工艺3D打印,快速成型工艺过来了解一下。相信不少设计师对于快速成型工艺不陌生,因为不少手板模型制作都采用了这样的工艺,那么你知道它有多少种工艺呢?以及作为工业设计师的我们应该如何利用好它,换言之它在cmf设计中应该如何利用呢?下面优概念工业设计就为大家解析3D打印介绍及四种快速成型技术在CMF设计中的运用。
CMF设计师在工作时候,免不了做想法的快速验证,通常会做出手板验证设计理念、结构、装配、色彩和纹理效果,分析ID设计与CMF设计的落地工艺与最终效果。
通常在设计中,制作手板会用到真空灌注、低压浇注、CNC等传统成型方式,以及新型的3D打印等工艺,快速准确地将设计构思转化为有一定结构和功能的实体原型产品,为产品投产提供快速、准确的实体评价信息,优化提高产品质量,并且能缩短产品设计开发周期。
优质的手板,可谓是CMF设计过程中的必备神器。
本次带大家了解制作手板中的一类方法——快速原型制造技术(或快速成型技术,Rapid Prototype, RP),又称增材制造技术,很多时候,大家更喜欢用3D打印技术来模糊地统称这类工艺。
所以理解了3D打印的过程,就理解了快速成型工艺的核心原理——增材成型:分层制造,逐层累加。

熔融堆积成型FDM的路径轨迹
SLA工艺示意
快速成型(RP)原理
分解过程
模型信息
Z向离散化(分层)
信息层面处理
组合过程
层面加工粘结
层层堆积
后处理
从上面快速成型工艺原理可以看到,快速成型工艺从技术上摆脱了传统制造工艺上的“减法成型”,采用“加法成型”将复杂的三维加工分解成简单的二维加工组合,从有模具到无模具生产的加工方式为设计的验证降低了大量成本。
01.立体光刻成型——SLA成型工艺
立体光刻成型SLA,属于光固化成型一种。说到光固化,可能大家更多会想到UV光固化。从机理上说,SLA成型和UV固化有相似的地方:通过特定波长的光源引发光敏树脂聚合,将单体和低聚物等固化形互连成高分子聚合物。例如SLA采用的多为激光,而UV本身的就是ultraviolet,紫外线英文的缩写。当然,UV光固化和光固化成型在应用上是完全不一样的,这里只是对比下原理。
SLA成型过程与大家经常看到的FDM成型(后面会介绍)也非常类似。这是因为快速成型的种种工艺,多为采用堆叠方法来成型,在成型原理角度来说,下面介绍的几种快速成型工艺原理均类似。
采用FDM工艺的3D打印机
SLA成型与FMD成型的区别通俗点说,就是FDM成型类似挤牙膏,把“牙膏”挤出来堆叠,自然冷却固化,形成立体模型。
而SLA成型工艺类似于传统激光打印机,不过纸张变成了液态光敏树脂,激光通过在液体光敏树脂上扫过,使得部分区域光敏树脂固化,完成表面这一层的打印后,浸没在树脂液中的平台会下降一层,固化成上又被周围的树脂液淹没,激光再在新的“纸面”上扫描“打印”,这个过程会一直循环,直到最终形成三维实体原型。
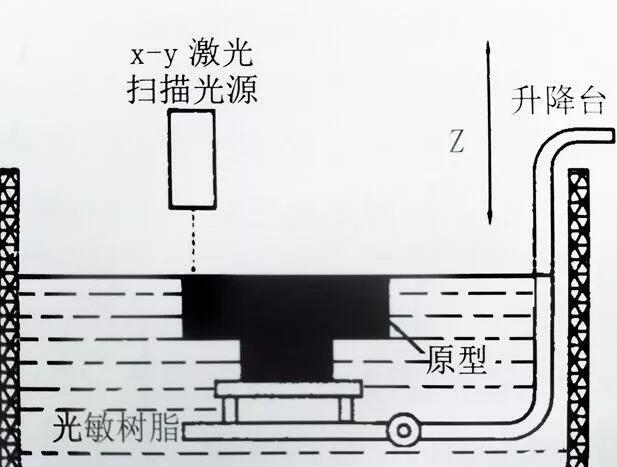
SLA工艺过程,来自《设计材料及加工工艺》

SLA光刻成型后的产品
02.选择性激光烧结成型——SLS成型工艺
SLS成型工艺与上面的SLA成型工艺的成型原理相似,只是将液态光敏树脂换成在激光束照射下,可烧结成型的各种固态烧结粉末。比如:覆膜金属粉末,覆膜陶瓷粉末,塑料粉末等。
工艺流程是用计算机控制激光束,投射到覆盖一层烧结粉末的工作面上,按照分解过程得到的零件截面信息对粉末层进行有选择的逐点扫描,受到激光照射的粉末层熔化烧结,粉末之间互相粘结形成实体。同样,每一层烧结完成后,工作平台下降一层,作业面重新铺上一层粉末,反复进行,形成立体零件。

SLS工艺过程,来自《设计材料及加工工艺》
SLS制件的精度、表面效果与外观品质比SLA制件低,这是因为SLS是烧结过程,通过高温熔化粉末来形成制件,高温区域控制的精度不如光固化的光斑控制准确。但SLS可以间接快速成型金属件,且总体成本相对其他金属成型非常低。
03.熔融堆积成型——FDM成型工艺
这个成型技术是现有多数民用3D打印机采用的工艺,使用的是使用的是线材(石蜡、塑料、含有金属粉末的塑料线材等等),通过电加热等方式将丝材在喷头中加热至略高于融化温度,使材料呈熔融状态,在计算机控制下,喷头做X-Y平面扫描运动,将熔融材料送出喷头,涂覆在工作台上,冷却后形成一层截面。之后,喷头上移一个高度,进行下一层涂覆,逐层堆积成三维实体。
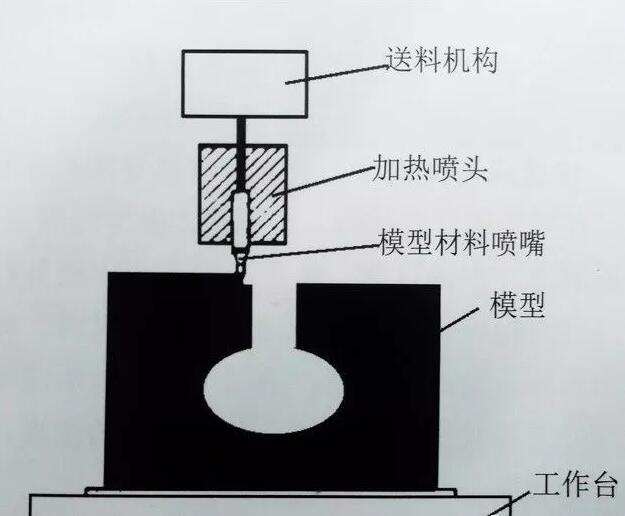
FDM工艺过程,来自《设计材料及加工工艺》
FDM成型工艺适合体量较小的塑料件,制件体积越大,时间成本就越高。此外FDM成型工艺的原材料价格较高,精度通常在±0.1mm到±0.25mm,精度越高,设备越贵,但总体来说,FDM精度不会达到SLA那么高。


04.叠层实体成型——LOM成型工艺
LOM工艺通常以薄片材(如纸片,塑料薄膜或复合木片等材料)堆叠,配合激光切割而形成模型,适合制造较大尺寸的快速成型件,成型后可以非常方便地对其进行打磨、抛光、着色、上漆,在家具、建筑、雕刻艺术等领域用的较多。
LOM成型工艺的原理是先根据计算机提取的截面轮廓数据,将背面涂有热熔胶的的片材进行激光切割,切割完成后,工作台下降一层,在刚形成的层面上叠加一层新的片材,热压机将片材会主体粘合在一起,之后重复切割过程。这样一层一层切割,一层一层粘合,最终形成三维实体。
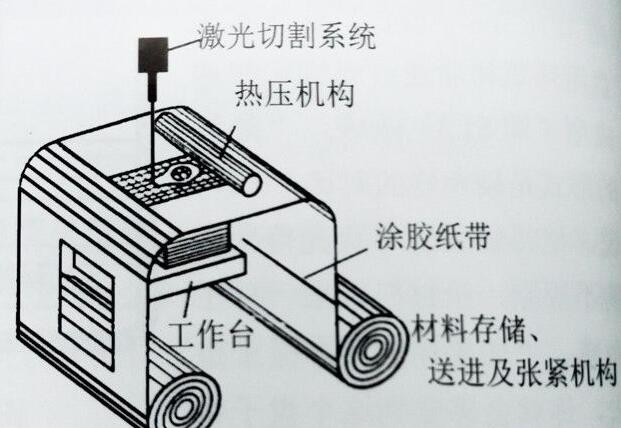
LOM工艺过程,来自《设计材料及加工工艺》
LOM成型的制件因为具有机械加工性能,所以可以通过后处理来修正制品,而且成型速度快,制造成本低。

四种快速成型技术特点比较:

快速成型技术在CMF设计中的运用
快速成型(RP)在CMF上最重要的运用就是快速验证新产品,在新产品开发中,可以快速做出手板,通过对手板的观察,优化ID设计,优化产品结构,找到复杂的模型批量化生产的可能工艺。
同时,还能通过快速成型,搭建设计师与市场部等等评估部门之间的桥梁,让项目组,或者非设计师的参与者直观地 get 到这款产品的优缺点,使设计、交流、评估与生产更加形象化。
最后,CMF设计师需要通过快速成型制造的手板,分析加工工艺性能、装配性能、有关模具校验分析,进行产品功能特性的测试,及时找到生产中会出现问题的地方,提高量产良品率。而通过手板进行翻模,也能节约模具制造时间与成本。
当然,快速成型工艺中还有其他一些工艺,常用的比如3DP三维打印成型(或称粘合剂喷射成型)、PolyJet多材料喷射全彩3D打印技术等,这些都是3D打印市场火热后,逐渐技术进步,适用在不同场景的快速成型工艺。

ugainian官方微信
扫一扫,订阅最新资讯














留言
评论(共0条评论)