

什么是焊接?电子产品结构相关的焊接方式与注意要点解析
作为工业设计师,工艺技术是必须要求了解和熟悉的,尤其是那些比较在产品结构中常用的工艺,在产品结构设计中工艺是非常重要的,也是比较影响产品结构设计的重要因素。焊接在结构设计中也是常见常用的,由于它能够有着更好更强的连接作用,常常用在金属与金属的连接上,塑胶与塑胶的连接上。最常见的就是家里的防盗窗,自行车骨架,当然也包括了电子元器件的焊接。下面优概念工业设计为广大结构设计师们介绍与电子产品结构相关的焊接方式与注意要点。
一、什么是焊接?
两种或两种以上的材料(同种材料或异种材料),通过原子或分子之间的结合和扩散,造成永久性连接的工艺过程,叫做焊接。
焊接技术是19世纪末期、20世纪初期发展起来的一种重要的金属加工工艺。由于它具有一系列技术上和经济上的优越性,目前已发展成为一门独立的学科,广泛应用于航空、航天、原子能、化工、造船、电子技术、建筑、交通、电力、机械制造等工业部门。
二、工业中常用的焊接种类有哪些?
焊接方法的分类很多,按照焊接过程中金属所处状态的不同,可以把焊接方法分为熔化焊、压力焊和钎焊三类。每类又分为各种不同的焊接方法,至于金属热切割、喷涂、碳弧气刨等均是跟焊接方法相近的金属加工方法,通常也属于焊接专业的技术范围。
1,熔焊是利用局部加热,使连接处的金属熔化,并加入(或不加入)填充金属而使其结合的焊接方法。它是最有利于金属原子间结合的方法。工业中常用的气焊、电弧焊、埋弧焊、气体保护焊、电渣焊等都属于熔焊。

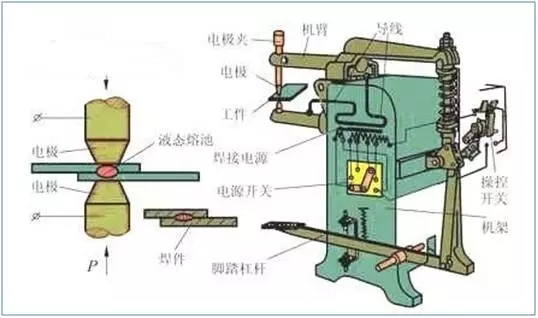
2,压焊是对焊接接头施加足够的压力,使接触处的金属相结合的焊接方法。

这类焊接有两种形式,一是将被焊金属局部加热至塑性状态或半熔化状态,再施加一定的压力,使金属原子间相互结合,形成牢固的接头。如锻焊、接触焊、摩擦焊就属于这种类型的压焊方法。
另一种是不进行加热,仅在被焊金属的接触面施加足够大的压力,借助于压力所引起的塑性变形,使原子间相互接近而获得牢固的挤压接头,这种压焊的方法有冷压焊、爆炸焊等,这种方法只适用于塑性变形相当好的金属材料。
3,钎焊是把熔点低于被焊金属的钎料金属加热熔化,使共渗透到被焊金属接缝的间隙中而达到结合的方法。焊接时,被焊金属处于固态,只适当的加热(或不加热),依靠液体金属与固体金属间的原子扩散作用,形成牢固的焊接接头。钎焊是一种古老的焊接方法,但由于在焊接时被焊金属不变形,以及一些特殊的性能,所以在现代焊接技术中仍占有一定的地位。常见的有火焰钎焊、烙铁钎焊等。
现代焊接的能量来源有很多种,包括气体焰、 电弧、激光、 电子束、摩擦和超声波等。
除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空。无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时必须采取适当的防护措施。
而超声波焊接属于压焊的一种,激光点焊焊接属于熔焊的一种,下面重点介绍这2种常用的焊接方式。
三、激光点焊焊接
1,什么是激光点焊焊接?
激光焊接,是利用高能量密度的激光束作为热源的一种高效精密焊接方法,是激光材料加工技术应用的重要方面之一。
一般采用连续激光光束完成材料的连接,其冶金物理过程与电子束焊接极为相似,即能量转换机制是通过“小孔”(Key-hole)结构来完成的。孔腔内平衡温度达2500 0C左右,热量从这个高温孔腔外壁传递出来,使包围着这个孔腔四周的金属熔化。
小孔内充满在光束照射下壁体材料连续蒸发产生的高温蒸汽,光束不断进入小孔,小孔外的材料在连续流动,随着光束移动,小孔始终处于流动的稳定状态。熔融金属充填着小孔移开后留下的空隙并随之冷凝,焊缝于是形成。
2,激光焊接工艺参数有哪些?
(1)功率密度。 功率密度是激光加工中最关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在10^4~10^6W/CM^2。
(2)激光脉冲波形。 激光脉冲波形在激光焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度激光束射至材料表面,金属表面将会有60~98%的激光能量反射而损失掉,且反射率随表面温度变化。在一个激光脉冲作用期间内,金属反射率的变化很大。
(3)激光脉冲宽度。 脉宽是脉冲激光焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。
(4)离焦量对焊接质量的影响。 激光焊接通常需要一定的离焦量,因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。
按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。实验表明,激光加热50~200us材料开始熔化,形成液相金属并出现部分汽化,形成高压蒸汽,并以极高的速度喷射,发出耀眼的白光。
与此同时,高浓度汽体使液相金属运动至熔池边缘,在熔池中心形成凹陷。当负离焦时,材料内部功率密度比表面还高,易形成更强的熔化、汽化,使光能向材料更深处传递。所以在实际应用中,当要求熔深较大时,采用负离焦;焊接薄材料时,宜用正离焦。
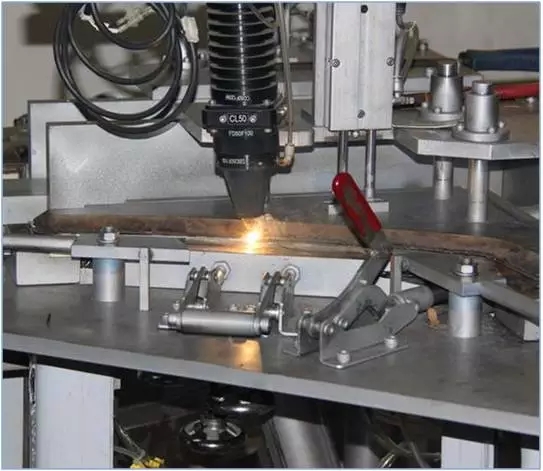
(5)焊接速度。焊接速度的快慢会影响单位时间内的热输入量,焊接速度过慢,则热输入量过大,导致工件烧穿,焊接速度过快,则热输入量过小,造成工件焊不透。
3,激光焊接的产品运用与结构设计注意要点有哪些?
激光焊接在制造行业、粉末冶金领域、汽车工业、电子工业以及其他领域都有广泛的应用,电子产品行业种的诺基亚8800手机最早将激光点焊焊接工艺发挥到极致,再到后期的IPHONE 4的出现,基本上内部件都会采用激光点焊工艺。
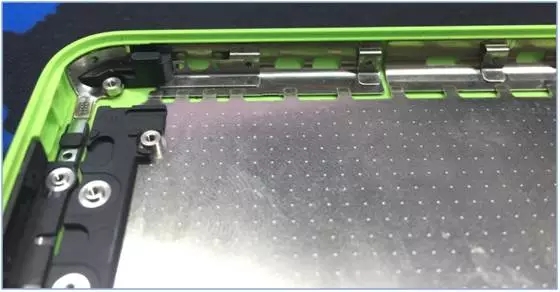
上图为IPHONE 5C的后壳内部组件,IPHONE4没有找到。就以它做范本吧。
根据上图,可以看出,有很多零碎的不锈钢小件通过点焊拼接在了一起。别问我为什么会这么多小件,我也不知道,因为我没有整机,我只有这个后壳。
那么我们设计结构的时候,需要采用点焊工艺连接,需要注意哪些问题?
(A),材料的厚度,如果点焊的产品有外观面,那么厚度不能低于0.5,否则点焊产生高温,会损坏外观面,从外观面看会有烧蚀的黑色痕迹。
(B),焊接平台的宽度,件与件焊接位置最好留0.5以上的平台,因为一个激光点的直径在0.5左右,太窄容易不好对位,焊接不准,容易脱焊, 影响结构性能。
(C),焊接件最好设计有定位孔,方便在焊接的时候制作治具定位,否则焊接后2件的尺寸偏差太大,影响整体装配。

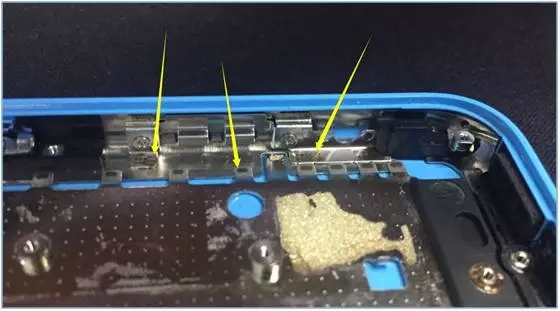
(D),如果设计为拼接断面配断面焊接,需要注意设计预留点焊残留痕迹间隙,一般在0.2以内,否则装配的时候有顶高的风险。见上图所指位置。
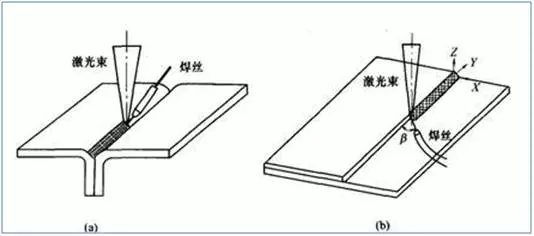
(E),如果焊接件的断面与断面必须有缝隙,则需要增加焊丝来焊接,填补缝隙。
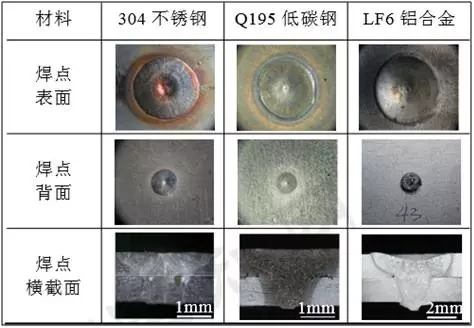
材料不同,同一点焊参数造成的焊点不同,当然,这样都是可以通过机器调试的。
(F),激光点焊适用与不锈钢,铜,铁,金,银,铝,等金属材料。
四、超声波焊接
1,什么是超声波焊接?
超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。
热塑性塑料在超声波振动作用下,由于表面分子间摩擦生热而使两块塑料熔接在一起的焊接方法。
超声波金属焊接是利用高频振动波传递到两个需焊接的金属表面,在加压的情况下,使两个金属表面相互摩擦而形成分子层之间的熔合,其优点在于快速、节能、熔合强度高、导电性好、无火花、接近冷态加工;缺点是所焊接金属件不能太厚(一般小于或等于5mm)、焊点位不能太大、需要加压。
2、超声波焊接特点
1) 可焊接的材料范围广,可用于同种金属材料、特别是高导电、高导热性的材料(如金、银、铜、铝等)和一些难熔金属的焊接,也可用于性能相差悬殊的异种金属材料(如导热、硬度、熔点等)、金属与非金属、塑料等材料的焊接,还可以实现厚度相差悬殊以及多层箔片等特殊结构的焊接。
2) 焊件不通电,不需要外加热源,接头中不出现宏观的气孔等缺陷,不生成脆性金属间化合物,不发生像电阻焊时易出现的熔融金属的喷溅等问题。
3) 焊缝金属的物理和力学性能不发生宏观变化,其焊接接头的静载强度和疲劳强度都比电阻焊接头的强度高,且稳定性好。
4) 被焊金属表面氧化膜或涂层对焊接质量影响较小,焊前对焊件表面准备工作比较简单。
5) 形成接头所需电能少,仅为电阻焊的5%;焊件变形小。
6) 不需要添加任何粘结剂、填料或溶剂,具有操作简便、焊接速度快、接头强度高、生产效率高等优点。超声波焊接的主要缺点是受现有设备功率的限制,因而与上声极接触的焊件厚度不能太厚,接头形式只能采用搭接接头,对接接头还无法应用。
3,焊接类型
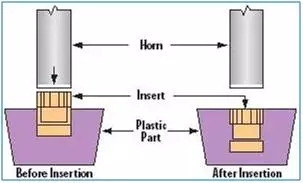
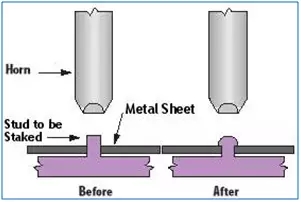
埋植:埋植指的是焊头在压力下将金属零件挤入塑料孔内。
铆焊:铆焊法指的是振动的焊头压制物品的突起处使其热熔为铆钉状,从而使两物体机械铆合。
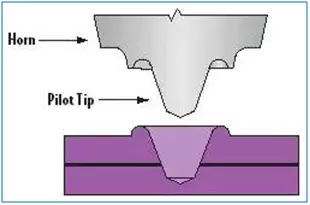
点焊:点焊指的是对于焊线不易设计的物体进行分点焊接,可达到熔接效果。
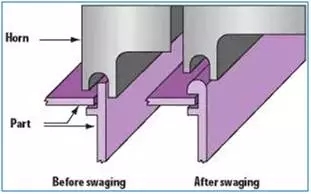
成型:通过施加压力产生形变的过程,使其结合。
4,熔接口设计(以塑胶为主)
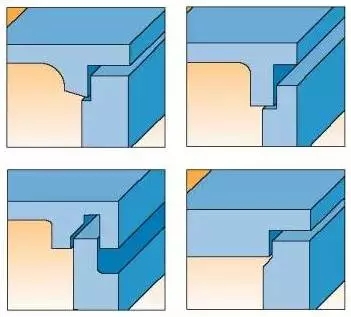
超声焊接一般都要求熔接口要小,接触面要统一。接口设计取决于焊接的材料,焊件的形状以及焊件要求等因素。通常连接的三角形状部分会聚集超声能量,并快速融化形成焊接面。由左向右(对接接头、阶梯型、榫槽型)

焊接面设计为0.3*0.3的三角形,长度在3-6mm左右为一段超声设计。如果结构设计上没有凹面围骨,则需要设计溢胶槽,防止溶胶后影响外观面。
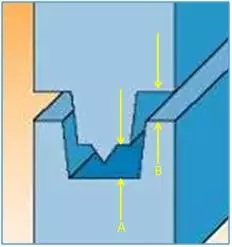
超声后A处的间隙要大于B处的0.15以上的间隙。
剪切型:适用与需要密封或者塑料在很窄的温度区间内快速从固态变成熔融状态的场合。
5,适用材料(以塑胶为主)
超声焊接是一种快速、坚固、干净和可靠的塑料和金属连接工艺。用于热塑性胶片和板的链接,大多数金属都可以进行超声焊接。
适用的塑料
超声波塑料焊接可用于所有热塑塑料。在为部分结晶塑料制成的工件开缝时必须注意,这种塑料类型所采用的焊接方式与非晶态塑料的焊接方式大相径庭。
PS、ABS、Acrylic、ABS、SAN、PMMA、PC-ABS Blends、Polycarbonate/PC、PC-ABS Blends、PPS、Polysulfone/PSO、PVC、ASA、PPO、PC-PBT Blends、Polyester、Ryton、PET、PolyamideCo-polymer (Nylon 6-3-T)、Valox Polyamide/Nylon 6、Polyamide/Nylon 6/6、PBT、PP、PE、Polyacetal、Ultem(PEI).
总结:
1,点焊以金属与金属连接为主,以不锈钢304,316为主要常用点焊材料。
2,超声波焊接以塑胶材料连接为主,以PC等工程材料为主要常用结构设计。

ugainian官方微信
扫一扫,订阅最新资讯














留言
评论(共0条评论)