

色差不可怕无知才可怕,教你产品设计后期如何判定样品色差
作为产品设计师,你肯定有接触过这样一个概念,那就是色差,不仅仅是产品渲染存在色差,在产品设计后期,出模打样的时候色差就更要注意,色差并不可怕,可怕的是你不知道色差,比如不懂什么是色差,色差如何去判定。色差对于产品设计的影响是巨大的,如果颜色不一致,客户拒收,市场用户不接受的话,那你的产品设计即使落地造成的损失也是巨大无比的。下面优概念工业设计就教大家在产品设计后期如何判定样品色差。
什么叫色差?
因涂装完的涂膜色相、明度、彩度与标准板或整体的色相、明度、颜色有差异的现象。
一、色差值如何计算?
Eab=[△L*2+△a*2+△b2]1/2
△E总色差的大小
△L+ 表示偏白
△L- 表示偏黑
△a+ 表示偏红
△a- 表示偏绿
△b+ 表示偏黄
△b- 表示偏蓝
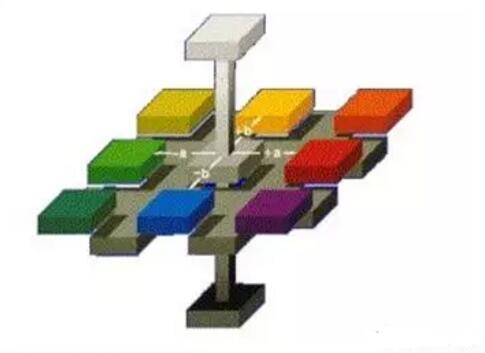
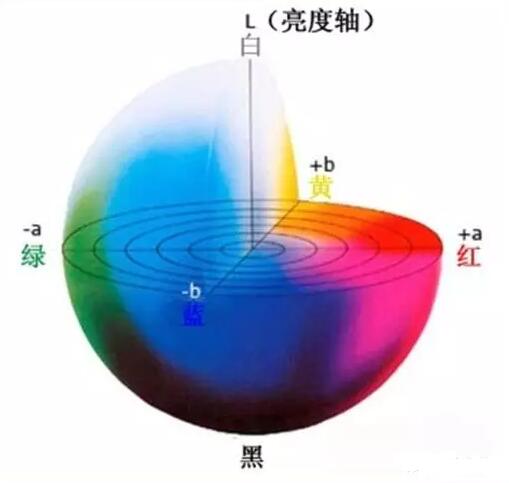
明度指数L*(亮度轴),表示黑白,0 为黑色, 100 为白色,0-100之间为灰色。
色品指数a*(红绿轴),正值为红色,负值为绿色。
色品指数b*(黄蓝轴),正值为黄色,负值为蓝色。
所有颜色都可以用L*a*b*这三个数值表示,试样与标样的L*a*b*之差,用ΔL*Δa*Δb*表示;ΔE*表示总色差。
ΔL*为正,说明试样比标样浅;为负,说明试样比标样深。
Δa*为正,说明试样比标样红(或少绿);为负,说明试样比标样绿(或少红)。
Δb*为正,说明试样比标样黄(或少蓝);为负,说明试样比标样蓝(或少黄)。
C 是表示鲜艳度
H 是表示 色调角
二、色差值如何判定?

首先要有自己的标准色板,也就是由设计的色号制成,然后借助色差仪设备来识别,然后根据标准色板来计算是否合格,如果没有仪器,光靠肉眼去判断是非常吃力的,也只能对色板了。
CA(ChromaticAberration)即色差,CA(Area)值用来衡量图像的色差水平,这个值越低说明品质越好。
0-0.5△E:可以忽略,肉眼难以辨认出。
0.5-1.0△E:很低,只有受过长期专业训练的人才能勉强发现。
1.0-1.5△E:中等,高倍率输出时时常看到,中等镜头的表现。
大于1.5△E:严重,高倍率输出时非常明显,镜头表现糟糕。
由仪器测量的颜色座标系计算色宽容度和色差之业界标准。
那么如何判定产品的合格度?
就要看你定制的色差值范围了。
0 - 0.25△E非常小或没有;理想匹配 。
0.25 - 0.5△E微小;可接受的匹配。
0.5 -1.0△E微小到中等;在一些应用中可接受。
1.0 -2.0△E中等;在特定应用中可接受。
2.0 - 4.0△E有差距;在特定应用中可接受 。
4.0△E以上非常大;在大部分应用中不可接受。
三、影响涂层色差的基本要素有哪些?

(1)涂层厚度
涂层厚薄与应用环境息息相关。底材的颜色、涂料因厚度改变而产生的光泽改变等因素在涂料调色乃至涂装过程中必须考虑充分。
(2)溶剂挥发速率
溶剂的挥发影响涂层的表面流平、光泽、颜填料的定向排列,进而影响颜色的色相。
(3)溶剂的亲水性
在高湿度环境下,如果涉及到温度剧烈变化,在溶剂挥发过程中,涂层表面因溶剂挥发而出现温差,导致涂层表面富集薄层水雾,造成涂层发白而产生色差。
(4)涂层的均匀性
不同颜料因调配对颜色饱和度的影响程度不同;相同颜色因不同的施工方式、不同的操作习惯等因素易在同一块板材表面产生色斑、不同板材之间的厚薄差异等色彩深浅,这些因素产生的色差只能依靠操作程序或熟练程度来克服。
四、色差主要成因有哪些?

1.涂料本身原因浮色、渗色
浮色:浮色是由密度相差大的颜料调成,容易在上下层产生颜料分布差异,使涂膜表面和内部颜色不一致。如炭黑-钛白调成的灰漆、钛青蓝-钛白调成的浅蓝色漆。湿膜干燥时溶剂不均匀的蒸发使表面张力差而引起对流现象,这是产生浮色的驱动力。
渗色:渗色是底漆的颜色被渗入面漆中,是面漆颜色被玷污而变色。
1)底漆中还有耐溶剂差的有机颜料,被面漆溶解而深入面漆。
2)面漆中含有强溶解力的溶剂,且底漆未干燥充分就涂面漆。
2.制程方面
1)因涂料浮色引起的色差或因涂料沉淀引起的色差,搅拌不均匀。
2)喷涂工具未清洗干净所致的交叉污染。
3)漆膜厚度与标准比偏薄或偏厚或烘烤条件不正确。
3.检验标准
1)标准不一致:评定标准、样板不同。
2)检测仪器型号不同或者测量方法不同。
3)标准板颜色迁移。
4.材料方面
1)使用的材料不同或不配套,各批之间有较大的色差。
2)底材不平整,表面粗糙度不同,会对所施涂料吸收不均匀,造成聚币色差。
3)被涂物表面原漆已失光、褪色,再对局部修补喷涂造成的斑痕。
五、预防措施有哪些?
1)加强涂料采购检验,同颜色的面漆应控制在一家生产商。
2)涂料稀释应适当,不易过稀。
3)防止涂料的浮色与渗色。
4)涂装前盈测地清洁工具,特别是换色时输漆管路一定要洗净,避免混色。
5)少补漆,如需补,则应整个部件或者有明确分界线的表面补漆,旧设备进行修修补时尽可能采用整体修补。
6)涂装前底材要处理合格,平整且表面粗糙度一致。
7)烘干时间温度应严格控制在工艺时间内,并且烘干烘干规范应一致。
8)涂料使用前应充分搅拌均匀,特别是复合漆,应在桶内颜色搅拌均匀后方可使用。
9)漆膜厚度要复合工艺规范要求。
10)不同部位检测仪器应一致。
11)色卡应及时更新,标准版管理要规范。
12) 保证油漆按比例充分混合。
13 )采用正确的喷涂方法,如配色有困难,可采用“柔合”喷涂法。
14) 正式喷涂之前,先用调配好的油漆喷一块板并在不同的光线下从不颜填料助剂树脂乳液分散同角度观察,比较其与原车身颜色的差异,确保配色准确。
15)使用制造商的颜色代码来选择正确的颜色配方。

ugainian官方微信
扫一扫,订阅最新资讯














留言
评论(共0条评论)