

CMF设计工艺常识,二十种薄膜(片材)表面处理工艺介绍
对于CMF设计感兴趣的设计师们注意了,这篇干货工艺介绍常识不可不看,建议收藏下来慢慢学习哦,不可多得的工艺干货介绍,一文打尽,多达二十种薄膜(片材)表面处理工艺介绍,全都是比较常用的工艺介绍哦。下面这篇文章将这20个工艺逐一梳理,加以动图详解概念、制程、用途范围,希望对小伙伴们有所帮助。
薄膜 / 片材表面处理工艺是CMF设计师最常用到的工艺之一,其中最常见的是丝网印刷、平版制程 、移印、模切、模切制程-刀模、模切制程-冷冲模 、雕刻 、CNC 、薄膜成型 、灌胶制程 、射出、喷漆、镭雕 、烫金、超声波焊接 、热熔 、PVD、薄膜装配、双色注塑、IMD等 。
一、丝网印刷
丝网印刷是将丝织物、合成纤维织物或金属丝网绷在网框上,采用手工刻漆膜或光化学制版的方法制作丝网印版。现代丝网印刷技术,则是利用感光材料通过照相制版的方法制作丝网印版(使丝网印版上图文部分的丝网孔为通孔,而非图文部分的丝网孔被堵住)。印刷时通过刮板的挤压,使油墨通过图文部分的网孔转移到承印物上,形成与原稿一样的图文。丝网印刷设备简单、操作方便,印刷、制版简易且成本低廉,适应性强。
丝网印刷应用范围广常见的印刷品有:彩色油画、招贴画、名片、装帧封面、商品标牌以及印染纺织品等。
二、平版制程
由于平版印刷上的图文部分与非图文部分处于同一个平面上,在印刷时,为了能使油墨区分印版的图案部分还是非图案部分,利用油水分离的原理,首先由印版部件的供水装置向印版的非图文部分供水,从而保护了印版的非图文部分不受油墨的浸湿。然后,由印刷部件的供墨装置向印版供墨,由于印版的非图文部分受到水的保护,因此,油墨只能供到印版的图文部分。最后是将印版上的油墨转移到乳皮上,再利用橡皮滚轮与压印滚筒之间的压力,将乳皮上的油墨转移到承印物上,完成一次印刷,所以,平版印刷是一种间接的印刷方式。
三、移印
移印印刷是将油墨由移印钢板转印至被印物上,需先以感光材料通过照相制版的方法制作钢板,再以软性橡胶头蘸取钢板上的油墨图案,然后印制在各式各样的被印物上,与丝网印刷最大的不同处在於被印物不局限于平面的物体,即使是曲面也能创造出异想不到的效果。
四、模切
模切即下料工艺,将前制程成型后的薄膜定位在冲切模公模上,合模去除多余的材料,保留产品3D外形,与模具型腔相匹配。
五、模切制程-刀模
刀模下料工艺,将薄膜面板或线路定位在底板上,将刀模固定在机器上模板,利用机器下压提供的力量控制刀锋将材料切断。他区别于冲切模的地方在于,切口更光滑;同时通过对切割压力、深浅的调整可以冲切出压痕、半断等效果。同时模具的成本低作业更方便、安全、快捷。
六、模切制程-冷冲模
冷冲模下料工艺,将前制程成型后的薄膜面板或组装后的线路定位在冲切模公模上,合模去除多余的材料,保留产品3D外形,与模具型腔相匹配。
七、雕刻
雕刻是在产品表面形成规则纹路,带有立体感的字体或图形。产品经过雕刻处理表面纹理一致,视觉效果美观。主要运用在铜、铝材料的高级铭牌上。
八、CNC
CNC是计算机数字控制机床(Computer numerical control)的简称,通过将数据化的刀具移动信息,传入数控机床的数控装置,指挥主轴和工作台来控制刀具和产品进行相对运动,直接改变产品的形状、尺寸、表面状态等,使其成为符合设计要求的产品。CNC制品的特点是加工操作标准化,产品质量统一化。
九、薄膜成型
薄膜成型制程即通过对薄膜进行加热软化,再施外力定型冷却,使薄膜3D成型的过程,主要分为热压及Forming两种:
加压制程即使用模温使薄膜软化,然后靠合模的压力使软化的薄膜成型在热压模模腔内,冷却后定型。
Forming是将热塑性塑料片材加工成各种形体的一种较特殊的塑料加工方法,即将片材夹在框架上加热到软化状态,在外力作用下,使其紧贴模具的型面,以取得与型面相仿的形状。目前在IMD产业常用的方法有真空和高压两种,
1.真空成型:采用真空使受热软化的片材紧贴模具表面而成型。此法较简单,但抽真空所造成的压差不大,常用于外形较简单的制品。
2.高压成型:采用压缩空气或蒸汽压力,迫使受热软化的片材,紧贴于模具表面而成型。由于压差比真空成型大,可制造外形较复杂的制品,且稳定性佳。
所以热压和Forming的区别在于Forming制程除了有温度软化薄膜还有控制气流和压力成型。因此可以成型形状复杂的3D,而热压制程的加热装置在模具上,薄膜的软化程度和区域受模温的影响,对于有锐利的转角或拉伸较高的要求时,难以成型。但因其模具结构简单,机台设备较蜂鸣机便宜,也被广泛应用在IMD工艺中。
十、灌胶制程
透过二种胶的混合,在产品表面上进行涂装,使产品表面上呈现水晶透彻的效果,主要功能增加表面效果,全面滴塑,局部滴塑,字型形体灌胶效果,填充效果,局部填充,重量控制填充等不同的效果。
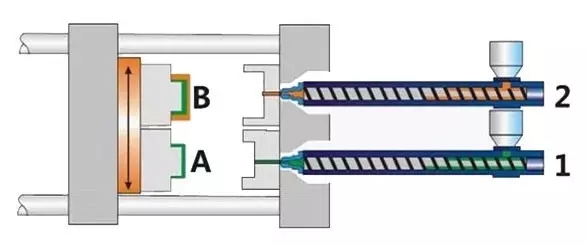
十一、射出
注塑即是将塑料材料熔融,然后将其注入膜腔。熔融的塑料一旦进入模具中,它就受冷依模腔样成型成一定形状。IMD注塑工艺在合模前要在模腔内定位薄膜,然后再进行注塑过程。
十二、喷漆
喷漆制即通过喷枪或碟式雾化器,借助于压力或离心力,将油漆分散成均匀而微细的雾滴,施涂于被涂物表面的涂装方法。过程中可通过治具遮蔽的方式形成设计所需要图案。喷涂作业生产效率高,适用于手工作业及工业自动化生产,应用范围广,主要有五金、塑胶等领域。
十三、镭雕
镭雕即激光打标是用激光束在各种不同的特质表面打上永久的标记,打标的效应是通过表层物质蒸发露出深层物质,或者通过光能导致表层物质的化学变化“刻”出痕迹,或者是通过光能烧单部分物质,显出所需刻蚀的图形、文字。
它的特点是:
①标记范围广,可加工字符、图形、文字、图像等;
②标记时间永久,不因环境关系而自然消 退(如潮湿、酸、碱性气氛);
③标记质量好,属非接触式加工,不易损坏产品;
④效率高。
⑤加工成本低。
十四、烫金
所谓烫金是利用热压转印的原理,通过对烫金膜加热施压将其表面上的电化铝层转印到承印物表面以形成特殊的金属效果的过程。烫金具有图案清晰、美观,色彩鲜艳夺目,耐磨等优点。特别是用于商标上,可以起到画龙点睛的效果。再则,烫金是一种干式加工方法,工件烫金后可立即包装、运输 ,厂内烫金方式分两种:滚烫及平烫。
十五、超声波焊接
超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。
超声波金属焊接优点:
①、焊接材料不熔融,不脆弱金属特性。
②、焊接后导电性好,电阻系数极低或近乎零。
③、对焊接金属表面要求低,氧化或电镀均可焊接。
④、焊接时间短,不需任何助焊剂、气体、焊料。
⑤、焊接无火花,环保安全
十六、热熔
经过加热升温至(液态)熔点后的一种连接方式。
十七、PVD
PVD是英文Physical Vapor Deposition(物理气相沉积)的缩写,是指在真空条件下,采用低电压、大电流的电弧放电技术,利用气体放电使靶材蒸发并使被蒸发物质与气体都发生电离,利用电场的加速作用,使被蒸发物质及其反应产物沉积在工件上。PVD后制备的薄膜具有高硬度、低摩擦系数、很好的耐磨性和化学稳定性等优点。
十八、薄膜装配
薄膜的组装包含在印刷后薄膜面板和线路上贴合各类的绝缘间隔片、保护层,包含自动贴合各类LED、电阻、Dome,及自动端子接口。透过自动化的设备将电子零件组合在印刷的柔性线路板上,使其具有一定电气性能。
十九、双色注塑
双色注塑即以双色成型机两只料管配合两套模具按先后次序经两次成型制成双色产品的过程。它能使塑件出现两种不同的颜色,并能使塑件呈现有规则的图案以提高塑件的实用性和美观性,比起传统射出成型,双色注塑成型制程有如下的优点:
1、产品精度高,质量稳定;
2、结构强度好,耐久性佳;
3、配合间隙小,良好外观;
4、可根据产品不同的使用特性及性能要求,设计不同材质组合;
5、可产生如大理石纹路的产品;
6、可实现降低成本与作为复合部品提升附加价值;
此项成型技术不但提高了射出成型制程的精密度、提供高难度制程技术,而且开拓了射出成型制程领域的范围。双色注塑现在已经广泛应用到了电子产品,电动工具,医疗产品,家电,玩具等等几乎所有的塑胶领域。
二十、IMD
IMD注塑制程就是将已印刷冲型好的装饰薄膜片材放入注塑模内,然后将树脂注射在成型片材的背面油墨层,使树脂与薄膜片材接合成一体固化成型的技术。
IMD制程包含IML、IMF和IMR。
IML(IN MOLDING LABEL):
放入注塑模内成型的薄膜为无拉伸,曲面小的2D成型,整个工艺流程为印刷→冲型→内塑料射出。适合2D产品;
IMF(IN MOLDING FILM):放入注塑模内成型的薄膜为经过真空/高压成型处理的3D薄膜。整个工艺流程为印刷→成型→冲型→内塑料射出。适合高拉伸的3D产品;
IMR(IN MOLDING ROLLER):
重点在于胶料上的离型层,整个工艺流程为PET FILM→印离型剂→印刷油墨→印接着剂→ 内塑料射出→油墨与塑接着→开模后胶料会自动从油墨离型。日本称热转写或热转印。这机器是用ROLL TO ROLL方式,而对位用CCD计算机操作。他的片材定做周期比较长,模具费用比较高,即最终产品表面薄膜去掉,只留下油墨在产品表面;
IMD产品以清晰度高、立体感好、表面耐划伤、可随意更改设计造型图案、增强产品美观外型、体现完美异型结构的优势,广泛的应用于手机镜片、机壳等需3D造型的外观产品上。它可以解决以往压克力平板所不能达到的异型效果和多种颜色。

ugainian官方微信
扫一扫,订阅最新资讯














留言
评论(共0条评论)