

注塑制品表面有流痕怎么办?优概念教你解决方案及故障分析和排除方法
在注塑的过程中,有时会碰到注塑出的制品表面出现波动状的现象,即我们常说的流痕或流纹。德标机械指出流痕(流纹)的形成主要是由于熔体充模时,温度高的熔体遇到温度低的模具型腔壁而形成硬壳,当壳层受到熔体流动力的作用时,会脱离型腔表面而造成冷却不一致,从而出现流痕(流纹)。

一.什么是流痕?
成型制品表面的线状痕迹,此痕迹显示了熔料流动的方向。
形成流痕(流纹)的主要原因
(1)塑料流动性差;
(2)料温低,模温低,喷嘴温度低,注射速度慢,充模速率低,供料不足;
(3)注射压力小,浇口局部温度低;
(4)浇注系统流程长,截面小,进料口尺寸小,流道曲折、狭窄及冷料穴不当,有冷料,使融料流动阻力大,冷却快;
(5)塑件壁薄,面积大,形状复杂;
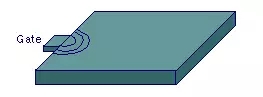
流痕示意图

二. 故障分析及排除方法:
解决方案
(1)可适当的选取流动性较好的材料;
*若为纯料,可适当的提高加工温度(也可加入一些润滑分散剂)以提高流动性;
*若含填充,可适当的加入一些润滑分散剂之类的助剂,以提高熔体的流动性;
(2)适当的提高模具及喷嘴温度,调整注射速率和充模速率;
(3)增加注塑压力及保压时间,在交口处设置加热器以提高交口部位的局部温度;
(4)适当扩大浇口及留到面积,改变交口位置,加大冷料穴等措施来避免流纹的产生。
故障一: 熔料流动不良导致塑件表面产生以浇口为中心的年轮状波流痕。
排除方法:可分别采取提高模具及喷嘴温度,提高注射速率和充模速度,增加注射压力及保压和增压时间。也可在浇口处设置加热器增加浇口部位的局部温度。还可适当扩大浇口及流道面积,而浇口和流道截面最好采用圆形,这种截面能够获得最佳充模。但是如果在塑件的薄弱区域设置浇口,应采用正方形截面。此外,注料口底部及分流道端部应设置较大的冷料穴,料温对熔料流动性能影响越大,越要注意冷料穴尺寸的大小,冷料穴的位置必须设置在熔料沿注料口流动方向的端部。
流痕形成示意图
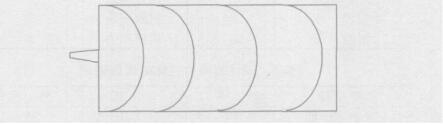
故障二: 熔料在流道中流动不畅导致塑件表面产生螺旋状波流痕。当熔料从流道狭小的截面流入较大截面的型腔或模具流道狭窄、光洁度很差时,料流很容易形成湍流,导致塑件表面形成螺旋状波流恨。
排除方法:对此,可适当降低注射速度或对注射速度采取慢、快、慢分级控制。模具的浇口应设置在厚壁部位或直接在壁侧设置浇口,浇口形式最好采用柄式、扇形或膜片式。也可适当扩大流道及浇口截面,减小料流阻力。
故障三: 挥发性气体导致塑件表面产生云雾状波流痕。当采用ABS或其它共聚型树脂原料时,若加工温度较高,树脂及润滑剂产生的挥发性气体会使塑件表面产生云雾状波流痕。
排除方法:对此,应适当降低模具及机筒温度,改善模具的排气条件,降低料温及充模速率,适当扩大浇口截面,还应考虑更换润滑剂品种或减少其用量。

ugainian官方微信
扫一扫,订阅最新资讯














留言
评论(共0条评论)