

什么是抛光工艺?解读抛光工艺及抛光分类
作为工业设计师,一些必备的知识储备是必需的,比如材料知识,工艺设计常识,在专业术语中有cmf设计的概念,只有知晓这些,你的产品设计落地才能更加快捷准确,下面就为为大家分享一个常用的工艺,那就是抛光,几乎我们每个人都会接触到,那么什么是抛光工艺,而镜面抛光又是什么呢,下面就为大家解读抛光工艺及抛光分类,还有就是镜面抛光相关流程。

1、抛光简介
抛光是指利用机械、化学或电化学的作用,使工件表面粗糙度降低,以获得光亮、平整表面的加工方法。是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工。
抛光不能提高工件的尺寸精度或几何形状精度,而是以得到光滑表面或镜面光泽为目的,有时也用以消除光泽(消光)。通常以抛光轮作为抛光工具。抛光轮一般用多层帆布、毛毡或皮革叠制而成,两侧用金属圆板夹紧,其轮缘涂敷由微粉磨料和油脂等均匀混合而成的抛光剂。
抛光时,高速旋转的抛光轮(圆周速度在20米/秒以上)压向工件,使磨料对工件表面产生滚压和微量切削,从而获得光亮的加工表面,表面粗糙度一般可达Ra0.63~0.01微米;当采用非油脂性的消光抛光剂时,可对光亮表面消光以改善外观。 大批量生产轴承钢球时,常采用滚筒抛光的方法。
粗抛时将大量钢球、石灰和磨料放在倾斜的罐状滚筒中,滚筒转动时,使钢球与磨料等在筒内随机地滚动碰撞以达到去除表面凸锋而减小表面粗糙度的目的,可去除0.01毫米左右的余量。
精抛时在木桶中装入钢球和毛皮碎块,连续转动数小时可得到耀眼光亮的表面。精密线纹尺的抛光是将加工表面浸在抛光液中进行的,抛光液由粒度为W5~W0.5的氧化铬微粉和乳化液混合而成。 抛光轮采用材质匀细经脱脂处理的木材或特制的细毛毡制成,其运动轨迹为均匀稠密的网状,抛光后的表面粗糙度不大于Ra0.01微米,在放大40倍的显微镜下观察不到任何表面缺陷。此外还有电解抛光等方法。
2、抛光分类
(1)机械抛光
机械抛光是靠切削、材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸等,以手工操作为主,特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。利用该技术可以达到Ra0.008μm的表面粗糙度,是各种抛光方法中最高的。光学镜片模具常采用这种方法。
(2)轮式抛光
用高速旋转的柔性抛光轮和极细的磨料对工件表面进行滚压和微量切削实现抛光。抛光轮用多层帆布、毛毡或皮革叠制而成,用于较大零件的抛光。

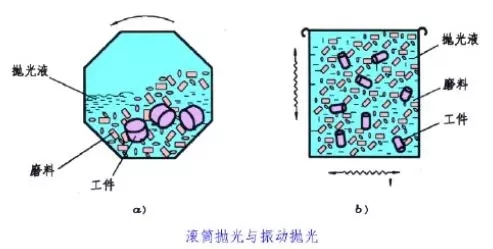
(3)滚筒抛光、振动抛光
将工件、磨料和抛光液装入滚简或振动箱内,滚简缓慢滚动或振动箱振动,使工件与工件,工件与磨料相互摩擦,加上抛光液的化学作用,除去工件表面的油污、锈层,磨去凸峰,从而获得光滑的表面。用于细小而量大零件的抛光,后者比前者生产率高,抛光效果更好。
(4) 化学抛光
化学抛光是让材料在化学介质中表面微观凸出的部分较凹部分优先溶解,从而得到平滑面。这种方法的主要优点是不需复杂设备,可以抛光形状复杂的工件,可以同时抛光很多工件,效率高。化学抛光的核心问题是抛光液的配制。化学抛光得到的表面粗糙度一般为数10μm。
(5) 电解抛光
电解抛光基本原理与化学抛光相同,即靠选择性的溶解材料表面微小凸出部分,使表面光滑。与化学抛光相比,可以消除阴极反应的影响,效果较好。电化学抛光过程分为两步: (1) 宏观整平 溶解产物向电解液中扩散,材料表面几何粗糙下降,Ra>1μm。 (2) 微光平整 阳极极化,表面光亮度提高,Ra<1μm。
(6)超声波抛光
将工件放入磨料悬浮液中并一起置于超声波场中,依靠超声波的振荡作用,使磨料在工件表面磨削抛光。超声波加工宏观力小,不会引起工件变形,但工装制作和安装较困难。超声波加工可以与化学或电化学方法结合。在溶液腐蚀、电解的基础上,再施加超声波振动搅拌溶液,使工件表面溶解产物脱离,表面附近的腐蚀或电解质均匀;超声波在液体中的空化作用还能够抑制腐蚀过程,利于表面光亮化。
(7) 流体抛光
流体抛光是依*高速流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。常用方法有:磨料喷射加工、液体喷射加工、流体动力研磨等。流体动力研磨是由液压驱动,使携带磨粒的液体介质高速往复流过工件表面。介质主要采用在较低压力下流过性好的特殊化合物并掺上磨料制成,磨料可采用碳化硅粉末。
(8)磁研磨抛光
磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。这种方法加工效率高,质量好,加工条件容易控制,工作条件好。采用合适的磨料,表面粗糙度可以达到Ra0.1μm。
3、工艺异常及分析
(1)现象 :砂眼、表面暗印
原固:抛光不足
解决方法:多打点蜡,用麻轮抛后再用布轮抛;严重的通过打砂,再打麻轮,最后抛布轮
(2)现象 :变形
原固:制程过程中操作不当或偏移
解决方法:先修理凹凸部位,再进行麻轮抛和布轮抛
4、设计指导
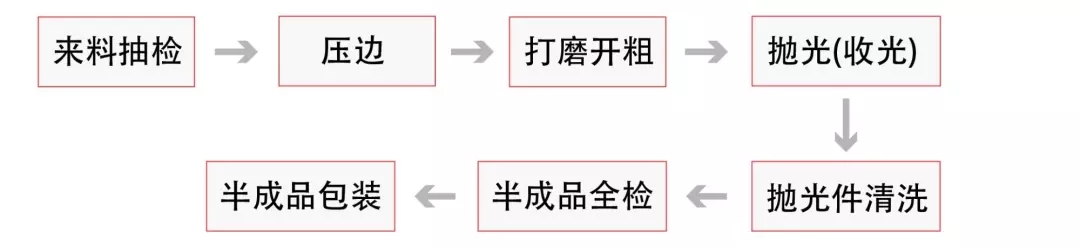
5.什么是镜面抛光及流程步骤?
什么是镜面抛光?
镜面抛光直接取决于光洁度的高低,直接解译为像镜面一样光洁,Ra0.2以下等。
镜面抛光分成机械镜面抛光和化学溶液镜面抛光。
机械镜面抛光是在金属材料上经过磨光工序(粗磨、细磨)和抛光工序从而达到平整、光亮似镜面般的表面。
化学溶液镜面抛光是使用化学溶液进行浸泡,去除表面氧化皮从而达到光亮效果。
三步镜面抛光
三步镜面抛光是抛光电动工具按顺序配合使用复合百叶盘、合成磨光盘、羊毛条抛光盘等三种抛光材料进行镜面抛光,磨光工序为复合百叶盘、合成磨光盘,表面抛光工序为羊毛条抛光盘。
第一步:复合百叶盘
复合百叶盘的结构复合了表面磨光材料和涂附磨料,除去粗糙的表面和不规则外形,可以实现粗磨和初步细磨。
第二步:合成磨光盘
高浓缩磨料在坚固的无纺布基料上分布,除去不锈钢表面砑光或毛刺,实现细磨,为抛光做准备。
第三步:羊毛条抛光盘
羊毛条盘具有良好的柔性并容易加速空气流动冷却,适合配合抛光蜡或膏,实现光亮似镜的金属表面加工过程的最后一道程序。
来源:材料馆

ugainian官方微信
扫一扫,订阅最新资讯














留言
评论(共0条评论)