

EDM工艺及流程介绍,解析电火花加工工艺优点及局限
电火花加工在电加工行业中应用最为广泛的一种加工方法,约占该行业的90%,电火花加工是20世纪40年代开始研究并逐步应用于生产的一种利用电、热能进行加工的方法,电火花加工中材料去除是靠放电时的电热作用实现的,材料的可加工性主要取决于材料的导电性及热学特性,下面有概念工业设计为大家带来EDM工艺及流程介绍,解析电火花加工工艺优点及局限。
工艺介绍
电火花加工又称放电加工(Electrical Discharge Machining,简称EDM)或电蚀加工,是目前最流行的四大加工方法之一,和铣削、车削和磨削并驾齐驱。
与金属切削加工的原理完全不同,电火花加工是通过工具电极和工件电极间脉冲放电时的电腐蚀作用进行加工的一种工艺方法。由于放电过程中可见到火花,故称之为电火花加工。
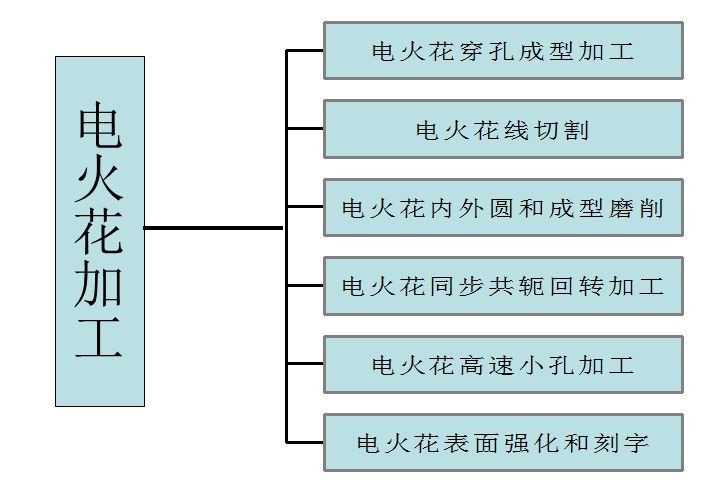
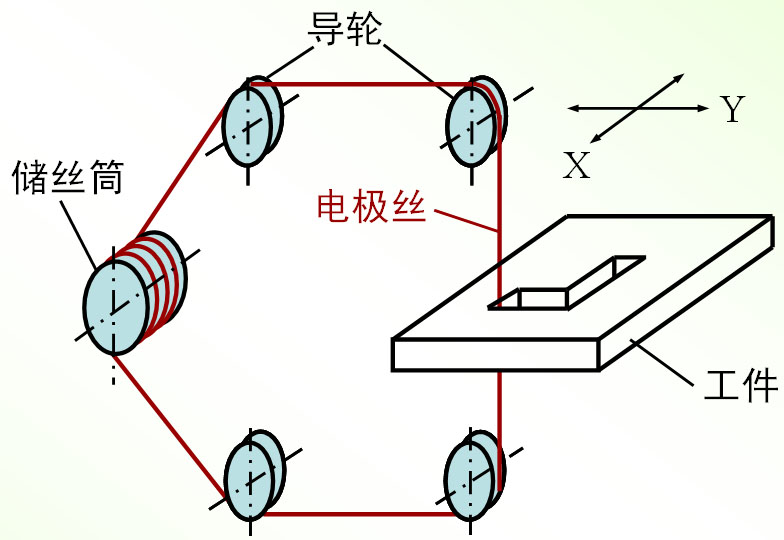
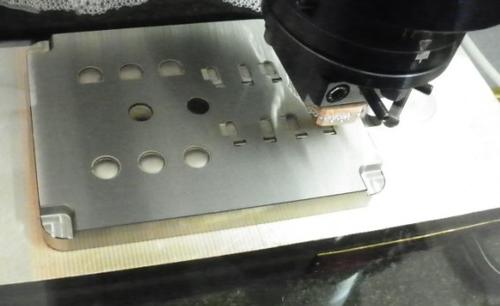
根据电火花加工工艺的不同,电火花加工又可分为电火花线切割加工、电火花穿孔成形加工、电火花磨削和镗磨、电火花同步共轭回转加工、电火花高速小孔加工、电火花表面强化和刻字等。
目前电火花加工技术已广泛用于加工各种高熔点、高强度、高韧性材料,如淬火钢、不锈钢、模具钢、硬质合金等,以及用于加工模具等具有复杂表面和特殊要求的零件。

电火花加工的分类
电火花加工在电加工行业中应用最为广泛的一种加工方法,约占该行业的90%。按工具电极和工件相对运动的方式不同,大致可分为电火花成型加工、线切割加工、电火花磨削加工、电火花同步共轭回转加工、电火花高速小孔加工、电火花表面强化与刻字加工等六大类。其中线切割加工占了电火花加工的60%,电火花成型加工占了30%。随着电加工工艺的蓬勃发展,线切割加工就成了先进工艺制作的标志
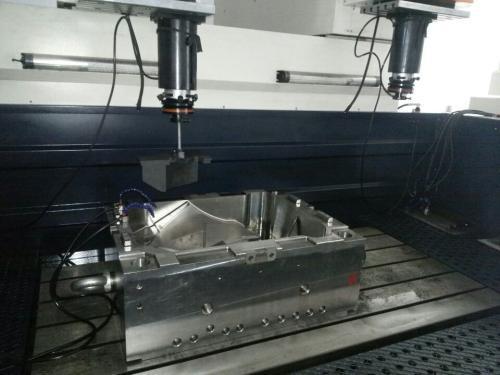
电火花成型加工基本原理
脉冲电源的一极接工具电极,另一极接工件电极,两极均浸入具有一定绝缘度的液体介质(常用煤油或矿物油或去离子水)中。工具电极由自动进给调节装置控制,以保证工具与工件在正常加工时维持一很小的放电间隙(0。01~0。05mm)。当脉冲电压加到两极之间,便将当时条件下极间最近点的液体介质击穿,形成放电通道。由于通道的截面积很小,放电时间极短,致使能量高度集中(10~107W/mm),放电区域产生的瞬时高温足以使材料熔化甚至蒸发,以致形成一个小凹坑。第一次脉冲放电结束之后,经过很短的间隔时间,第二个脉冲又在另一极间最近点击穿放电。如此周而复始高频率地循环下去,工具电极不断地向工件进给,它的形状最终就复制在工件上,形成所需要的加工表面。与此同时,总能量的一小部分也释放到工具电极上,从而造成工具损耗。
电火花加工优点
电火花加工不用机械能量,不靠切削力去除金属,而是直接利用电能和热能来去除金属。相对于机械切削加工而言,电火花加工具有以下一些特点:
①适合于用传统机械加工方法难以加工的材料加工,表现出“以柔克刚”的特点。因为材料的去除是靠放电热蚀作用实现的,材料的加工性主要取决于材料的热学性质,如熔点、比热容、导热系数(热导率)等,几乎与其硬度、韧性等力学性能无关。工具电极材料不必比工件硬,所以电极制造相对比较容易。
②可加工特殊及复杂形状的零件。由于电极和工件之间没有相对切削运动,不存在机械加工时的切削力,因此适宜于低刚度工件和细微加工。由于脉冲放电时间短,材料加工表面受热影响范围比较小,所以适宜于热敏性材料的加工。此外,由于可以简单地将工具电极的形状复制到工件上,因此特别适用于薄壁、低刚性、弹性、微细及复杂形状表面的加工,如复杂的型腔模具的加工。
③可实现加工过程自动化。加工过程中的电参数较机械量易于实现数字控制、自适应控制、智能化控制,能方便地进行粗、半精、精加工各工序,简化工艺过程。在设置好加工参数后,加工过程中无须进行人工干涉。
④可以改进结构设计,改善结构的工艺性。采用电火花加工后可以将拼镶、焊接结构改为整体结构,既大大提高了工件的可靠性,又大大减少了工件的体积和质量,还可以缩短模具加工周期。
⑤可以改变零件的工艺路线。由于电火花加工不受材料硬度影响,所以可以在淬火后进行加工,这样可以避免淬火过程中产生的热处理变形。如在压铸模或锻压模制造中,可以将模具淬火到大于56HRC的硬度。
电火花加工局限性
电火花加工有其独特的优势,但同时电火花加工也有一定的局限性,具体表现在以下几个方面:
①主要用于金属材料的加工。不能加工塑料、陶瓷等绝缘的非导电材料。但近年来的研究表明,在一定条件下也可加工半导体和聚晶金刚石等非导体超硬材料。
②加工效率比较低。一般情况下,单位加工电流的加工速度不超过20mm3/(A·min)。相对于机加工来说,电火花加工的材料去除率是比较低的。因此经常采用机加工切削去除大部分余量,然后再进行电火花加工。此外,加工速度和表面质量存在着突出的矛盾,即精加工时加工速度很低,粗加工时常受到表面质量的限制。
③加工精度受限制。电火花加工中存在电极损耗,由于电火花加工靠电、热来蚀除金属,电极也会遭受损耗,而且电极损耗多集中在尖角或底面,影响成形精度。虽然最近的机床产品在粗加工时已能将电极的相对损耗比降至1%以下,精加工时能降至0.1%,甚至更小,但精加工时的电极低损耗问题仍需深入研究。
④加工表面有变质层甚至微裂纹。由于电火花加工时在加工表面产生瞬时的高热量,因此会产生热应力变形,从而造成加工零件表面产生变质层。
⑤最小角部半径的限制。通常情况下,电火花加工得到的最小角部半径略大于加工放电间隙,一般为0.02~0.03mm,若电极有损耗或采用平动头加工,角部半径还要增大,而不可能做到真正的完全直角。
⑥外部加工条件的限制。电火花加工时放电部位必须在工作液中,否则将引起异常放电,这给观察加工状态带来麻烦,工件的大小也受到影响。
⑦加工表面的“光泽”问题。加工表面是由很多个脉冲放电小坑组成。一般精加工后的表面,也没有机械加工后的那种“光泽”,需经抛光后才能发“光”。
⑧加工技术问题。电火花加工是一项技术性较强的工作,掌握的好坏是加工能否成功的关键,尤其是自动化程度低的设备,工艺方法的选取、电规准的选择、电极的装夹与定位、加工状态的监控、加工余量的确定与操作人员的技术水平有很大关系。因此,在电火花加工中经验的积累是至关重要的。

ugainian官方微信
扫一扫,订阅最新资讯














留言
评论(共0条评论)